В данном параграфе изложены особенности технического он держания и обслуживания специфического для электропоезда ЭР200 оборудования, которое либо не применяется на серийных пригородных электропоездах, либо отличается по конструктивному исполнению н методам эксплуатации.
Механическое оборудование. Центральное пневматическое подвешивание вагонов. В процессе эксплуатации электропоезда ведут постоянное наблюдение за состоянием резннокордных оболочек пневматических рессор. Пригодность их к эксплуатации определяют по внешнему виду. У новой пригодной к длительной эксплуатации оболочки наружная поверхность глянцевая или слегка матовая, без трещин и иных повреждений.
Оболочку считают пригодной, если ее поверхность матовая, с различимой невооруженным глазом сеткой трещин. Оболочка допускается к эксплуатации только до ближайшего периодического ремонта электропоезда в случае появления на ее поверхности сетки
с отдельными крупными трещинами, доходящими до слои корда. Если поверхность оболочки покрыта значительной сеткой трещин, доходящих до корда, и на отдельных участках имеются отслоения покровного слоя резины, то оболочку следует заменить.
При замене дефектную оболочку снимают с арматуры. Перед посадкой новой оболочки замеряют штангенциркулем диаметр основания посадочных конусов поршня и наружной направляющей. Если после очистки конуса и удаления ржавчины этот диаметр окажется меньше 382,5—383,0 мм, то для обеспечения натяга посадки оболочки 0,5—1,0 мм разрешается на посадочную поверхность борта новой оболочки наклеить резиновым клеем листовую резину толщиной 0,3—1,0 мм.
Дисковый тормоз вагонов. Он допускает износ чугунных тормозных дисков не более 4 мм, а тормозных накладок не более 14 мм. В процессе опытной эксплуатации электропоезда установлено, что тормозные диски имеют весьма малый ресурс из-за преждевременного появления на рабочей поверхности тормозных щек радиальных трещин, которые постепенно увеличиваются, распространяясь из средней зоны рабочей поверхности на периферию диска. Это обусловило необходимость проверять состояние рабочей поверхности дисков снаружи вагонов и изнутри при осмотрах электропоезда ТО-1, ТО-2.
Если при осмотре установлено, что суммарный зазор между тормозными накладками и дисками одной колесной пары меньше 5—6 мм (а иногда при смене изношенной накладки он становится практически равным нулю), то регулируют установку тормозного цилиндра ТЦР-3. При этом сначала требуется ослабить регулировочный винт стопорной планки и отвести его с планкой в сторону выхода винта,» затем отпустить винт стопорення кожуха и поворотом кожуха установить необходимый зазор между накладками и диском. Планку толщиной 6—8 мм устанавливают между диском и одной нз накладок. Затем ставят стопорный винт водно из шести отверстп и кожуха -и закрепляют его; вынимают регулировочную планку из-под накладки и производят контрольное торможение при давлении 0,4 Л\Па — накладки должны зажать диск. Теперь в заторможенном состоянии системы подводят регулировочный винт планки в сторону крышки до упора его в край паза стакана и закрепляют. Затем осуществляют отпуск тормоза. При повторном торможении и отпуске проверяют зазор между накладками и диском. Выход штока тормозного цилиндра должен быть 8—15 мм. Иногда достичь желаемого результата регулировкой тормозного цилиндра не удается. В таких случаях для обеспечения необходимого зазора 5—6 мм между тормозным диском и накладками приходится уменьшать фрезерованием толщину клина рычажной передачи.
Если в результате неправильной сборки рычажной передачи горизонтальный двуплечий рычаг будет установлен с перекосом, то произойдет его заклинивание в тормозном положении в кронштейне «мертвой» точки, Такая неисправность сопровождается повышенным износом тормо 5ных накладок, я также выходом из строя авторегулятора юрмо.шого цилиндра из-за излома бонов.
Для предотвращения заклинивания горизонтальный рычаг фрезеруют в зоне его соединения с кронштейном «мертвой» точки.
Гидравлические гасители колебаний. При появлении течи масла и обнаружении неисправностей гидравлических гасителей колебаний (заклинивание штока, трещины в головках, в сварных швах и т. п.) выполняют ревизию гасителей. Для этого гасители снимают с тележки (предварительно выбивают шплинты н вынимают валики из головок) и разбирают.
В качестве примера рассмотрим разборку іорнзонтального гасителя колебаний (см. рис. 20). Сначала разбирают клапанное устройство гидравлического гасителя: снимают стопорное кольцо, отвертывают заглушку, вывертывают корпус предохранительного клапана 8 вместе с клапаном и вынимают заборный клапан /. После этого сливают масло из цилиндра.
Предохранительный клапан 8 разбирают, вывертывая его регулировочный винт, а заборный клапан У — снимая стопорное кольцо и вывертывая гайку.
Отвернув стопорный винт, а затем кожух, разбирают сальниковое уплотнение штока и стакана. Для этого снимают стопорную планку и отвертывают гайку корпуса, снимают корпус сальника с сальником 4 и гребенчатым сальником. Сняв уплотннтельное кольцо, шайбу и пружину, вынимают шток с цилиндром. Затем снимают с цилиндра направляющую, легко постукивая по ней.
Разобранные детали гасителя промывают: верхний кожух и корпус гидравлического гасителя—в щелочном растворе, а остальные металлические детали — в мыльной эмульсии, бензине или керосине. Резиновые детали протирают. После просушки проверяют соответствие размеров деталей чертежным. Изношенные и вышедшие из строя детали заменяют новыми или ремонтируют.
Сборку гидравлического гасителя ведут в обратной последовательности.
Предохранительный клапан регулируют на давление 4,5± ±0,5 МПа. Заправляют гидравлический гаситель приборным маслом МВП ГОСТ 1805—76 в объеме 450 см3. Масло предварительно фильтруют, пропуская через металлическую сетку № 18 ГОСТ 6613—73.
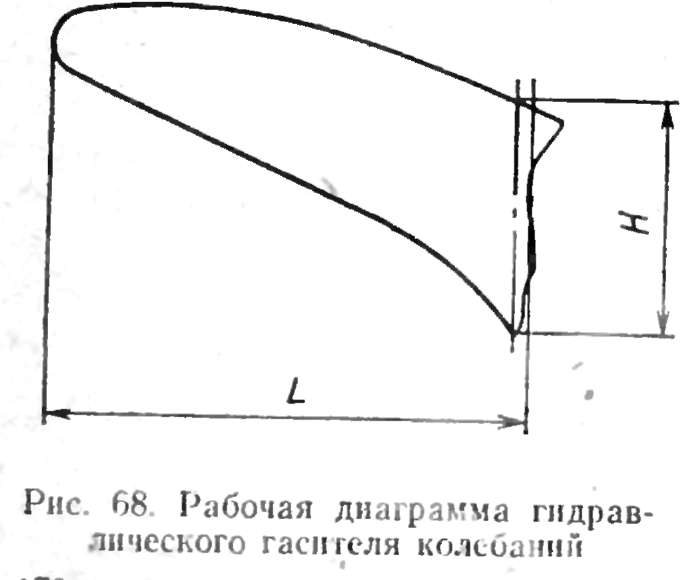
После заправки гаситель прокачивают вручную для заполнения рабочего цилиндра маслом и удаления из него воздуха. Далее гаситель прокачивают в течение 2 мин па стенде и снимают его рабочую диаграмму (рис. 68). По размерам рабочей диаграммы гасителя определяют параметр сопротивления
Р=1,6£/#. (13)
У горизонтального гасителя этот параметр должен быть в пределах 350—500, у буксового — 500—750 Нс/см.
Р е г у л я т о р п о л о ж е и п я кузов а. При осмотрах ТО-К ТО-2 и ТО-3 проверяют надежность крепления регулятора. Не допускается ослабление его болтов, гаек и шпилек.
При ремонте регулятора требуется снять его съемную часть с рычагом, очистить моющим раствором от грязи, предохраняя внутреннюю полость прибора от попадания в нее раствора. После этого регулятор разбирают: снимают рычаг, вынимают шарнир н поршни, клапаны, седла и манжеты пневматической части.
Такие детали регулятора, как у илотиительные кольца заглушек, манжеты заглушек и поршней, снимают по мере надобности, разобранные детали протирают, продувают сжатым воздухом и осматривают. Если на резьбовых деталях обнаружены порезы и местные вмятины глубиной более 0,3 мм, то их заменяют новыми. Уилотиптельные клапаны и прокладку седла устанавливают в пазы, используя клей № 88Н (ТУ 1051061—76). Допускается вулканизировать уплотнения и прокладку вместе с соответствующими деталями.
Все резиновые детали (уплотнительные кольца, манжеты) через каждые два года заменяют новыми. В процессе эксплуатации не реже двух раз в год смазывают ось и коромысло регулятора смазкой ЖТКЗ-65 (ТУ32ЦТ546—73) или консистентной смазкой ЖТ-72 (ТУ38-101345-73).
Датчик противоюзного устройства. При осмотрах ТО-1, ТО-2 и ТО-3 проверяют надежность крепления датчика на буксе, не допуская ослабления болтов, гаек и шпилек. Если при проверке маховик осевого датчика свободно вращается, не вызывая срабатывания противоюзного устройства, то нарушено сое-динение'датчика с осью колесной пары. Этот дефект происходит либо из-.за поломки поводкового пальца оси колесной пары, либо из-за повреждения муфты сцепления датчика. Если заметны сильные колебания маховика вместе с осью датчика, то разрушен или корпус датчика со стороны буксового узла колесной пары, или передний подшипник оси датчика. Во всех перечисленных случаях ремонт выполняют, снимая датчик с буксового узла колесной пары.
Если при проверке действия противоюзного устройства от датчика не выполняется сброс давления посредством реле давления, то, следовательно, не замыкаются контакты датчика. Чтобы устранить этот дефект, следует снять крышку датчика, отрегулировать зазор между контактами (должен быть 1,9—2,1 мм) и выход толкателя. Если же при указанной проверке нет наполнения тормозного цилиндра сжатым воз-
духом, то требуется устранить залппанне контактов датчика также регулировкой зазора.
Перед ремонтом осевые датчики очищают от грязи и смазки. После разборки датчика все металлические детали промывают керосином и продувают сжатым воздухом; шарикоподшипники промывают бензином п смазывают свежей смазкой ЦИАТИМ-201 (не менее 8 г на один шарикоподшипник).
Поврежденные войлочные уплотнения и резиновые изделия заменяют новыми. На рабочей поверхности бывшего в эксплуатации резинового буфера муфты сцепления допускается наличие следа глубиной до 2,0 мм от поводкового пальца оси колесной пары, а на торцовой накатанной поверхности маховика — следа от металлического стержня. Детали с поврежденной резьбой исправляют или заменяют новыми. Работу датчика после ремонта проверяют на стенде. Датчик не должен реагировать на замедление до 2 м/с2 и должен четко реагировать при замедлениях 3—4 м/с2.
Устанавливая отремонтированный датчик на буксу, следят за тем, чтобы поводковый палец оси колесной пары вошел между резиновыми ^буферами в пазу муфты сцепления датчика. При этом привалочный фланец датчика должен легко сесть в гнездо корпуса буксы и вплотную прижаться к торцу. Если муфта сцепления датчика неправильно соединена с поводковым пальцем, то корпус датчика будет перекошен. Устранять перекос следует не ударами н затягиванием болтов, а проверкой и устранением неправильности соединения датчика с осью колесной пары. Для этого нужно вывернуть из крышки датчика пробку-заглушку и повернуть металлическим стержнем через открывшееся отверстие маховик датчика. При неправильном соединении маховик поворачивается более чем на один полный оборот, а при правильном—на небольшой угол и сам возвращается в исходное положение. При этом не должно быть жесткого удара муфты о поводковый палец. Если прослушивается жесткий удар, то возможно, что при сборке по ошибке не поставили резиновые буфера муфты сцепления.
' Жесткая автосцепка. При текущем ремонте ТР-1 выполняют осмотр автосцепного устройства, проверяя действие механизма головки в сцепленном и расцепленном положениях. Осматривают корпус головки автосцепки, гаситель и стакан с целью обнаружения трещин. Чтобы установить степень износа деталей замка головки автосцепки, измеряют зазор между ударными поверхностями головок двух сцепленных автосцепок, которые при этом должны находиться в растянутом положении. Этот зазор должен быть менее 10 мм. Проверяют состояние цапф и их болтов, крепление рессор головки, состояние гасителя и его резиновых элементов.
Если между головкой и стаканом гасителя появился зазор и головка наклонена вниз, то требуется завинтить заднюю гайку гасителя. Указанный дефект может появиться в связи с износом (увеличением) отверстия диаметром 42 мм в корпусе головки, штанге
* ■
и вале. Проверяют также состояние центрирующего устройства и валиков крепления.
При текущем ремонте ТР-1 без снятия автосцепки с вагона все доступные трущиеся поверхности очищают от грязи, промывают керосином и смазывают. Необходимо смазывать также цапфы вращения автосцепки, корпус гасителя, центральный вал, масленки головки автосцепки и цанф. Следует знать, что не смазывают детали механизма автосцепки и трущиеся части поглощающего аппарата.
При текущих ремонтах ТР-2. ТР-3 автосценку снимают с вагона и выполняют осмотр всех ее деталей с полной разборкой.
Электрическое оборудование. -Тяговый двигатель 1ДТ-001. При эксплуатации тягового двигателя обращают внимание на то, чтобы в зимний период не было обледенения коллектора. Чтобы снег не проникал в двигатель со стороны вентилятора, на боковых вентиляционных люках зимой ставят заглушки, а летом их обязательно снимают.
Во время работы электропоезда на конечных станциях линии проверяют на ощупь температуру крышек подшипников. При ощутимой разнице температуры крышки подшипника одного нз двигателей в сравнении с другими двигателями принимают меры по добавлению смазки в подшипниковый узел и устанавливают наблюдение на пунктах оборота. Если недопустимый нагрев сохраняется, то подшипниковый узел разбирают и выполняют освидетельствование смазки и подшипника. Загрязненную смазку заменяют, а если обнаруживается дефект подшипника, то заменяют и его.
Нагар на коллекторе или щетках является следствием ряда причин: заедания щетки, неполного ее прилегания, износа, недостаточного нажатия на щетку, образования наплывов меди на коллекторных пластинах или биения коллектора более 0,06 мм. В случае заедания щетки протирают бензином гнездо в корпусе щеткодержателя. Неплотное прилегание щетки, устраняют притиркой ее рабочей поверхности, а недостаточное нажатие на щетку — регулировкой его винтом либо заменой дефектной пружины. Наплывы на коллекторе зачищают. Биение коллектора, измеренное индикатором, устраняют проточкой, продорожкой и шлифовкой коллектора. Обгар соседних коллекторных пластин в одном или нескольких местах, а также следы местного повышенного нагрева коллекторных пластин бывают в случае межвнткового -замыкания в обмотке якоря. Такие же признаки сопровождают нарушение контакта катушки якоря в петушках коллекторных пластин. Если после срабатывания защиты вагона осмотром обнаружено перекрытие изоляции по поверхности или пробой на корпус, о чем свидетельствует снижение сопротивления изоляции до значения менее 0,5 МОм, то в первом случае на месте перекрытия (кронштейна корпуса щеткодержателя или конуса коллектора) шлифовальной шкуркой удаляют обуглившиеся части изоляции с последующей окраскоп эмалью, а по втором—заменяют целиком кронштейн, полюс либо якорь. Если пробой изоляции на корпус произошел в межкатушечном соединении, то ее на поврежденной части восстанавливают.
При профилактическом, осмотре проверяют затяжку бол топ крепления двигателя и очищают двигатель ог грязи и ныли. Через сливное отверстие удаляют конденсат, предварительно вывинтив болт. Резьбу болта перед постановкой его на место покрывают эмалью ГФ-92-ХК (ГОСТ 9151—75). Проверяют, пет ли качки или трещин корпусов и кронштейнов щеткодержателей, а также трещин в кронштейнах, свободный ход щеток, измеряют высоту щеток (должна быть не менее 26 мм), осматривают рабочую поверхность щеток. Щетку заменяют, если высота ее недостаточная или имеются сколы краев рабочей части. Новую щетку ЭГ-2А (ГОСТ 2332—75) притирают в двигателе, протаскивая между щеткой и коллектором шлифовальную шкурку. Если пальцы щеткодержателя при проверке от руки заедают, то корпус щеткодержателя требуется заменить. Наплывы меди па коллекторе устраняют напильником, надфилем или шабером. Дорожки между пластинами коллектора прочищают от загрязнений и медных заусенцев ножовочным полотном. Для этого удобно также использовать обструганную планку из дуба или других крепких пород дерева. Подгары на рабочей части коллектора, петушках и нажимном конусе счищают смоченной бензином салфеткой, либо бруском или шлифовальной шкуркой. Сильно загрязненный коллектор шлифуют при вращении якоря с частотой 600—1000 об/мин. Для этого колесную пару вывешивают, а тяговый двигатель подключают к источнику регулируемого постоянного напряжения.
Если состояние коллектора позволяет не шлифовать его-целиком, то, стремясь по возможности сохранить политуру на рабочей поверхности, ограничиваются удалением мелких дефектов надфилем или шлифовальной шкуркой в отдельных местах. Двигатель продувают сухим сжатым воздухом. Затем пластины коллектора, изоляционные поверхности нажимного конуса и кронштейнов щеткодержателей протирают смоченной в бензине салфеткой из бязи.
При необходимости подкрашивают эмалью ГФ-92-ХК (ГОСТ 9151—75) изоляцию кронштейнов щеткодержателей, конуса коллектора, а также внутренней поверхности остова и подшипникового щита в районе коллектора.
При малом и большом периодических ремонтах проводят все указанные выше работы, а также проверяют щупом зазор между щеткой и стенкой окна щеткодержателя, который не должен быть менее 0,2 мм. В противном случае заменяют щетку, а если эта. мера оказывается недостаточной, заменяют изношенный корпус щеткодержателя. Кроме того, подтягивают болты крепления щитов и крышек подшипников, кронштейнов щеткодержателей, воздухопод-водящих брезентовых патрубков. Заменяют дефектные натруб-' ки и поврежденные брезентовые рукава выводных проводов. Пзолнруют поврежденные места оплетки проводов одним слоем изоляционной ленты 1ПОЛ-20 (ГОСТ 2162—78) впол у перекрышу. Если сопротивление изоляции между соединенными цепями обмоток якоря, добавочных и главных полюсов, измеренное мегомметром, менее 3 МОм, то изоляцию сушат электрическим током при открытых коллекторных люках. Для сушки изоляции обмоток якоря и добавочных полюсов пепользу ют ток 200—220, а главных полюсов — 100—120 А. Для этой цели в депо имеется источник постоянного напряжения 100 В мощностью 4 кВт. При сушке следят, чтобы нагрев обмотки был не более 150° С, измеряя'температуру методом вольтметра-амперметра по изменению сопротивления обмотки в сравнении с известным сопротивлением в холодном состоянии. Это позволяет определять по известной формуле температуру нагретой обмотки. ° С
°г==й-1)(°1+235)1 (14)
где II — напряжение на обмотке, В; / — ток в цепи обмотки, А;
гх — известное сопротивление обмотки в холодном состоянии, Ом;
8Л — температура обмотки, при которой измерялось сопротивление Гд., ° С.
При каждом втором малом периодическом ремонте в подшипниковые камеры тягового двигателя шприцем добавляют: со стороны коллектора 0,05—0,06 кг железнодорожной смазки 1-ЛЗ (ГОСТ 12811—67), а со стороны вентилятора 0,07—0,09 кг смазки ЦИАТПМ-221 (ГОСТ 9433—60). Допускается замена смазки ЦПАТИМ-221 смазкой 1-ЛЗ при условии промывки подшипниковой камеры бензином Б-70 (ГОСТ 1012—72). Во время добавления смазки заглушки наружных частей подшипниковых камер снимают.
Преобразователь 1ПВ.004. В эксплуатации приходится внимательно следить за состоянием машинного преобразователя, который расположен под кузовом вагона и подвержен влиянию атмосферной влаги и пыли, поднимаемой с пути при высоких скоростях движения электропоезда. Во избежание обледенения коллекторов двигателя и контактных колец синхронного генератора стремятся не допускать резких знакопеременных изменений температуры, которые могут быть при вводе вагона в теплое помещение и выводе из него при минусовой температуре наружного воздуха. В случае обледенения принимают меры к оттаиванию, продувая преобразователь теплым воздухом и протирая коллекторы и кольца салфеткой из бязи. Образовавшийся конденсат сливают через,сливные отверстия остова, вывинтив болты. Перед постановкой болтов на место их резьбу покрывают эмалью ГФ-92-ХК (ГОСТ 9151—75).
Если генератор при работе дает низкое напряжение, то это является признаком обрыва цепи обмотки возбуждения, либо межзнакового замыкания катушки ротора, либо нарушения контакта между щетками и кольцами ротора. Обрыв цепи обмотки возбуждения определяют прозвопкоп этой цепи. Межвитковое замыкание катушки ротора обнаруживают по значению измеренного сопротивления катушки (катушка с межвитконым замыканием будет иметь малое сопротивление). Неисправные катушки заменяют. В случае заедания щетки пли при обнаружении повышенного се износа по высоте, а также при недостаточном нажатии пружины щеткодержателя появляется нагар на коллекторных пластинах и контактных кольцах. Если не требуется заменить щетку, то для обеспечения ее свободного хода протирают гнездо в корпусе щёткодержателя салфеткой из бязи, смоченной в бензине.
Межвитковое замыкание обмотки якоря приводит к обгару смежных коллекторных пластин.
При профилактическом осмотре проверяют и при необходимости подтягивают болты крепления преобразователя. Очищают машины от грязи и пыли, а в зимнее время от снега. Сливают образовавшийся конденсат. Снимают крышки смотровых люков и проверяют крепление корпусов и пальцев щеткодержателей, не допуская их качки. Смотрят, нет ли трещин в пальцах. После проверки свободного хода и состояния щеток заменяют те из них, у которых появился скол краев или обрыв более четверти проводников шунта, а также если в результате износа щетки двигателя стали по высоте менее 25 мм и щетки генератора—менее 14 мм. У новых щеток притирают рабочу ю поверхность протаскиванием шлифовальной шкурки между щеткой и коллектором (кольцом). Если пружина щеткодержателя заедает, то ее требу ется сменить. Наплывы меди на коллекторе снимают напильником, надфилем или шабером. Дорожки между коллекторными пластинами прочищают ножовочным полотном, либо обструганной планкой нз дуба или других твердых пород дерева. Грязь с коллектора снимают бензином, а неподдающиеся такой очистке подгары рабочей части удаляют шлифовальным бруском или наждачной бумагой, вращая при этом якорь с частотой 600— 1000 об/мин. Для этого выводы двигателя Д2 и С/ подключают к источнику регулируемого постоянного напряжения 220 В (4—5 кВт). Если поверхность зачистки незначительна, то стремятся но возможности сохранить политуру рабочей поверхности, которая улучшает щеточный контакт. Аналогично удаляют шлифовкой подгары на рабочей части контактных колен. Затем двигатель и генератор продувают сжатым воздухом, а коллектор, контактные кольца и,щеткодержатели протирают салфеткой из бязи, смоченной бензином. При необходимости изоляционные поверхности подкрашивают эмалью или нитроэмалью. Чтобы свести зазоры между крышками и люками к минимуму, обычно все крышки устанавливают вновь на те люки, с которых они были сняты.
При малом периодическом ремонте, помимо вышеперечисленных •работ, измеряют щупом зазор между щеткой и стенкой окна щеткодержателя. Если он будет более 0,2 мм, то изношенную щетку
заменяют. Мели повышенный ?азор сохраняется при постановке4 новой щетки, заменяют корпус щеткодержателя. Проверяю» затяжку всех болтов, крепящих подшипниковые щиты н крышки, а гакже остов генератора. Заменяют поврежденные брезентовые рукава выводов двигателя. Проверяют мегомметром сопротивление изоляции относительно корпуса выводных проводов двигателя, предварительно отсоединив их от зажимов коробки. Сопротивление изоляции высоковольтных проводов должно быть не менее 3, а низковольтных не менее 1,5 ЛЮм. Сопротивление изоляции зажимов коробки выводов генератора относительно корпуса должно быть не менее 0,5 ЛЮм. Его измеряют, предварительно отсоединив от зажимов провода внешнего монтажа.
Если сопротивление изоляции менее указанного, то изоляцию сушат током, не превышающим 3/4 номинальных значений. Обмотку независимого возбуждения сушат отдельно от других обмоток двигателя. Во время сушки изоляции обмоток якоря, добавочных полюсов и последовательной обмотки главных полюсов двигателя якорь затормаживают, например за лопаткивентилятора, и периодически поворачивают. Обмотки не должны нагреваться более чем до 120° С. Температур)' контролируют по изменению сопротивления обмоток, измеряя его методом вольтметра-амперметра.
При большом периодическом ремонте выполняют все перечисленные выше работы, а также шприцем добавляют в подшипниковые камеры по 0,5—0,7 кг смазки 1-ЛЗ (ГОСТ 8773—73).
Преобразователь АЛП-3.5М. При эксплуатации машинного преобразователя постоянного тока в однофазный ток частотой 400 Гц особое внимание обращают на состояние изоляции обмоток. Если измеренное мегомметром сопротивление изоляции будет ниже 0,5 МОм, машину сушат нагретым воздухом, направляя струю воздуха со стороны двигателя. Обслуживание преобразователя заключается главным образом в наблюдении за работой коллектора, щеток и подшипников. Если на коллекторе появился подгар, не смываемый бензином, то коллектор чистят на ходу наждачной бумагой, навернутой на деревянную колодку. Минимальный размер щеток двигателя по высоте 15, а щеток автоматического центробежного регулятора 11 мм. При замене новые щетки притирают к коллектору, после чего машину продувают -сухим сжатым воздухом.
При нормальной работе в процессе эксплуатации машинный преобразователь не разбирают. Разборку выполняют лишь при неисправности обмоток, замене подшипников и при других неисправностях, которые не могут быть устранены без нее.
Если во время пуска преобразователь идет в разнос, то проверяют цепь параллельной обмотки и устраняют обрыв в пси. Если частота тока генератора выходит за допустимый предел, то выполняют регулировку контактов автоматического центробежного регулятора пли регулируют сопротивления резисторов автоматического центробежного регулятора. Частота тока генератора может
стать выше номинальной также в случае заедания щеток или уменьшения их высоты менее 11 мм. Повышенное напряжение генератора и повышенный его нагрев могут быть следствием виткового замыкания обмотки его статора.
Напряжение генератора регулируется недостаточно точно и возрастает при увеличении нагрузки в случае изменения регулировочной характеристики, угольного регулятора вследствие усадки и износа угольных контактов и шайб. Обрыв в непп катушки угольного регулятора приводит к тому, что регулируемое напряжение становится выше поминального и лс регулируется. Витко-вое замыкание в катушке угольного регулятора вызывает чрезмерный нагрев ее и повышенное напряжение генератора. К последнему приводит также пробой селенового выпрямителя, питающего катушку угольного регулятора напряжения. Генератор не будет возбуждаться, если пробит селеновый выпрямитель, питающий обмотку возбуждения. Подгар или загрязнение замыкающих контактов реле форсировки возбуждения приводит к тому, что при номинальных частоте вращения двигателя и напряжении генератора реле периодически включается и отключается. Если имеется подгар размыкающих контактов реле форсировки возбуждения, то генератор вообще не будет возбуждаться. В обоих названных выше случаях дефект устраняют зачисткой контактов. Когда при запуске машины продолжительно искрят размыкающие контакты и реле работает нечетко, увеличивается провал размыкающих контактов регулировкой упорного винта якоря реле
форсировки возбуждения.
При профилактическом осмотре очищают наружные и внутренние части машин и аппаратов, измеряют сопротивление изоляции относительно корпуса. Во время малого периодического ремонта выполняют требования профилактического осмотра и, кроме того, проверяют надежность крепления машины к ящику, крепление траверсы двигателя и установку ее по заводской метке; состояние рабочей поверхности коллектора и износ щеток; продувают коллектор сухим сжатым воздухом.
При большом периодическом ремонте выполняют все перечисленные выше работы и, кроме того, проверяют динамометром нажатие пружины щеткодержателей, убеждаются в надежности контактных соединений проводов н кабелей, до отказа поджимают
все болты и винты.
Электродвигатель ПИ для вентилятора тиристоров. При профилактическом осмотре с коллектора двигателя удаляют грязь и пыль салфеткой из бязи, смоченной в бензине. Более значительные следы обгорання зачищают наждачной бумагой Лр9 180—220, навернутой на деревянную колодку, хорошо прилегающую к поверхности коллектора.
При малом периодическом ремонте указанные работы дополняют проверкой износа щеток, предельно допустимая высота которых должна быть не менее 15 мм. В подшипники добавляют смазку.
При большом периодическом ремонте выполняют иге вышеи 1 ложеиные работы н, кроме того, осматривают подшипники и заменяют смазку (закладывают ее не более чем на 2/з объема полости). Измеряют также сопротивление изоляции двигателя, которое должно быть не менее 0,5 МОм в холодном состоянии и не менее 0,3 ЛЮм в нагретом состоянии.
А с и и х р о н н ы е электродв н г а т е л и. В процессе эксплуатации асинхронных электродвигателей следят за исправностью защитного заземления их корпуса. Если сопротивление изоляции обмотки статора относительно корпуса при измерении окажется менее 0,5 МОм, то принимают меры к восстановлению требуемого значения.
Если фетровые кольца подшипниковых крышек не выступают за кромки центрального отверстия, их заменяют.
Подшипники заменяют по истечении гарантийного срока службы (10 ООО ч) и при повышенном шуме во время работы электродвигателя, заедании ротора о статор, появлении свиста, скрежета н стука в подшипниках; наличии механических повреждений, трещин, раковин, разрушения шариков, износа дорожек качения внутренних и наружных обойм шарикоподшипников, ослабления заклепочных соединении сепаратора, значительного зазора между внутренней и наружной обоймами подшипника.
При случайном попадании внутрь электродвигателя воды ее удаляют, отвинтив водоспускные пробки. Если водоспускной канал (длиной 10—12 мм) забит грязью, его прочищают деревянной спицей.
Применение металлических спиц не рекомендуется во избежание повреждений обмотки. Ниже приведены основные неисправности асинхронных электродвигателей и нх последствия:
Неисправность Последствие
Обрыв одной из фаз в обмотке или распредели- Электродвигатель гудит
тельном устройстве п не вращается
Отключение одной из фаз во время разгона Частота вращения двига• * 4 теля сильно снижается
Попадании постороннего предмета под кожух вен- Пуск двигателя сопротнляГора, поврежден вентилятор вождается большим
шумом
Перегрузка или заклинивание электродвигателя Внезапная остановка
исполнительным механизмом электродвигателя
Значительный износ шарикоподшипника, отсутст- Повышенный шум при
вие смазки в шарикоподшипнике, нарушение работе электродннгазатяжек крепления электродвигателя или испол- теля
ннтельного механизма
Ненормальная работа шарикоподшипников, по- Электродвигатель пере-врежденне витковой изоляции обмотки статора, гревается касание ротора о ста гор, внутренние поверхности сильно загрязнены, соединение обмоток не соответствует напряжению питающей сети (например, соединение обмоток в треугольник вместо звезды)
Т о к о п р и с м и и к н. При технических осмотрах ТО-1, ТО-2 н ТО-3 проверяют четкость работы токоприемников при подъеме и опускании, подавая и выпуская воздух из магистрали управления. Не должно быть заедания в шарнирных соединениях. Одновременно проверяют состояние основных узлов токоприемников: полозьев, рам, шарнирных соединений, предохранительных штифтов системы аварийного опускания, привода, шунтов и присоединения крыше-ього кабеля к основанию токоприемника. Рамы не должны иметь перекоса. Полоз токоприемника подлежит ремонту, если толщина медных пластин менее 3,5 мм, вогнутость полоза на длине I м в прямолинейной части более 2 мм, поломана листовая пружина в коромыслах.
Проверяют также взаимосвязь верхней и нижней систем рам токоприемника. Для этого после подъема токоприемника принудительно опускают его полоз вручную. У правильно работающего токоприемника нижняя система рам должна начать опускаться в тот момент, когда верхний шарнир верхней системы рам будет на раесстоянни 1504=20 мм от своего нижнего предельного положения, соответствующего полному складыванию верхних подвижных рам, у токоприемника ТС-1М и 200±20 мм у модернизированного токоприемника СП-6М. При плавном перемещении токоприемника вручную в обратном направлении подъем нижней системы рам должен начаться в тот момент, когда верхний шарнир верхней системы рам окажется па расстоянии 150±20 мм от своего верхнего предельного положения, соответствующего полному повороту верхних подвижных рам, у токоприемника ТС-1М и200± ± 20 мм у токоприемника СП-6М.
Если "указанная взаимосвязь рам токоприемника нарушена, то выполняют регулировку, используя муфту золотника. Удлинение роризонтальной тяги золотника посредством регулировочной муфты приводит к более позднему опусканию нижней системы рам при опускании верхней системы и более раннему подъему нижней системы рам при подъеме верхней системы. Укорочение тяги, наоборот, приводит к более раннему опусканию и более позднему подъему нижней системы рам. Положение регулировочной муфты после достижения правильной взаимосвязи подвижных рам фиксируют с обеих сторон контрганками.
При техническом осмотре ТО-2 дополнительно проверяют состояние тяг, соединяющих шток золотника с верхней системой рам, и кронштейна на главном валу верхней системы рам, по которому перемещается кулиса системы опускания верхних подвижных рам Трущиеся поверхности штоков и других деталей очищают от грязи н пыли н смазывают одной из следующих марок сказки; ЖТ-72 ТУ38 101345-73, ЦПАТИМ-221 Г£СТ 9433- 60, ЖТКЗ-6э
ТУ32 ЦТ546—73.
Если при эксплуатации электропоезда на линии произошел удар токоприемника по неисправному элементу контактной сети, сопровождающийся самоопусканнем токоприемника из-за срабатывания предохранительных фиксаторов, то для ввода этого токо приемника в работу требуется установить новые предохранительные фиксаторы в синхронизирующую тягу и тягу связи верхнею главного вала с золотником. Это выполняют в депо, в пункте технического осмотра пли при необходимости на путях станции, сняв напряжение с контактной сети н заземлив ее.
При техническом осмотре ТО-3 дополнительно проверяют статическую характеристику токоприемника, которая у исправного токоприемника должна отвечать следующим требованиям: статическое нажатие при подъеме в ^диапазоне рабочей высоты 100—2000 мм должно быть не менее 80, а при опускании — не более 120 Н.
Среднее статическое нажатие регулируют изменением натяжения подъемных пружин верхней системы рам путем навертывания их на штанги или свертывания. Стабильность нажатия во всем рабочем диапазоне корректируют изменением углов установки рычагов, к которым присоединены посредством серег штанги подъемных пружин на главных валах верхней системы рам. Угол установки рычагов регулируют изменением глубины "установки стопорных болтов. Нажатие в нижней части рабочего диапазона верхней системы рам корректируют изменением длины выступающих из рычагов частей вертикальных упорных болтов, с головками которых соприкасаются серьги подъемных пружин при опускании верхних подвижных рам.
Кроме того, при ТО-3 проверяют время подъема и опускания токоприемника. Время подъема до максимальной высоты у исправного токоприемника находится в пределах 7—12, а время опускания 5—10 с. Указанные значения регулируют редукционным клапаном системы управления токоприемником. Регулировочный винт в крышке золотника должен быть вывернут, как правило, полностью. Лишь при возникновении сильных ударов в момент полного опускания нижней системы рам на упругие гасители допускается ввертывание этого винта на 5—7 мм. Нижние конусные трубы верхней системы рам при полном складывании должны быть слегка приподняты по отношению к горизонтали на угол до 2°. Для регулировки этого утла в торце кулисы у главного вала верхней системы рам имеется регулировочный винт.
При текущем ремонте ТР-1 осматривают полоз, шунты, трубы, изоляторы, полиэтиленовые рукава, шарнирные соединения, золотник и пневматический привод. Замене подлежат: полоз с медными пластинами толщиной менее 3,5 мм; шунты с обрывом 10% проволок; трубы подвижных рам с вмятинами глубиной более 5 мм, трещинами и прожогами; изоляторы с трещинами, повреждениями или сколами глазури свыше 15% длины пути возможного перекрытия с ослаблением арматуры; полиэтиленовый рукав с глубокой вмятиной, поперечным надрезом глубиной до 2 мм. После удаления старой смазки и промывки заправляют подшипники и золотник новой смазкой; добавляют смазку в цилиндр привода.
При текущем ремонте ТР-2 дополнительно выполняй»! ревизию узлов пневматического оборудования с вскрытием цилиндров нижней н верхней систем^ рам и золотника. Поврежденные резиновые манжеты, имеющие*обрывы краев, заменяют новыми. Выработка во втулке крышки цилиндра от штока поршня не должна превышать 2,5 мм. Проверяют сопротивление гидравлического гасителя, которое должно быть 1S0O—2000 Н-с/м при растяжении и не более 500 11-с/м при сжатии. Гидравлические гасители с неудовлетворительной характеристикой заменяют. Проверяют статическую характеристику токоприемника и При необходимости регулируют значения нажатия при подъеме и опускании.
При текущем ремонте ТР-3 токоприемник снимают с вагона и устанавливают на опорные тумбы для разборки и осмотра деталей. Трещины в деталях основания заваривают. Контактные поверхности для присоединения наконечников шунтов зачищают и при необходимости облуживают. Выполняют ревизию шариковых и скользящих подшипников шарнирных соединений. Проверяют состояние деталей рычажно-пружннных механизмов, зазоры в шарнирных соединениях и износ валиков и втулок. Суммарный аксиальный зазор в шарнире рамы не должен превышать 3 мм. Толщина стенкн втулки шарнира не должна быть меньше 1 мм. Выработка во втулках крышек цилиндров от штоков поршней не должна быть более 2 мм. Детали с большим износом заменяют.
Выполняют ревизию цилиндров, проверяют состояние пружин и пружинящих шайб масленок и редукционных клапанов, прочищают атмосферные и смазочные отверстия.
Затем проверяют по шаблону полоз. Полиэтиленовый рукав испытывают на герметичность (сжатым воздухом давлением 1,0 МПа в течение 1 мин в водяной ванне) н электрическую прочность (напряжением 9,9 кВ" переменного тока частотой 50 Гц в течение 1 мин).
После сборки отремонтированного токоприемника и смазки всех шарнирных соединений и трущихся частей проверяют: смещение полоза относительно центра неподвижного основания в направлении продольной оси полоза (в пределах рабочей высоты не должно превышать ±25 мм); перекос полоза, т. е. отклонение его верхней поверхности от горизонтали (на длине прямолинейной части 1 м не должно превышать 5 мм); статическую характеристику; время подъема и опускания. Всю поверхность токоприемника, кроме контактной, окрашивают после ремонта красной эмалью.
Полупроводниковые приборы. При малом периодическом ремонте ТР-1 корпус прибора очищают от ныли и влаги салфеткой нз бязи.
При большом периодическом ремонте ТР-2 проверяют ток утечки и в отдельных случаях (при необходимости) уточняют класс прибора.
Класс и ток утечки тиристоров определяют следующим образом. От регулируемого источника однонолуперподного спн>соидальнего напряжении частотой 50 Гц подают на тиристор напряжение и записывают данные прямой вольт-амперной характеристики. Напряжение плавно увеличивают до того момента, когда небольшой его прирост начнет вызывать резкое увеличение прямого тока через тиристор, ч. е. до загиба прямой ветви вольт-амперной характеристики. Класс тиристора определяют по значению повторяющегося напряжения, равного 0,75 наименьшего значения напряжения загиба прямой ветви характеристики. Для измерений используют вольтметр электромагнитной системы (класс точности 0.5). Далее от источники регулируемою однопол\иерподпого синусоидального напряжения частотой 5и Гц на тиристор подают напряжение, амплитуда которого равна напряжению класса тиристора. При этом миллиамперметром М104 магнитоэлектрической системы (класс точности 0,5) измеряют среднее значение тока утечки в закрытом состоянии тиристора.
Выполняя монтаж диодов и тиристоров, обеспечивают надежный электрический контакт между токосъемнымн выводами, подводящими шинами и охладителями. Закручивающий момент при монтаже прибора в его охладитель должен быть в пределах 30—50 Н-м.
При завинчивании прибора следят, чтобы не было его перекоса. Рекомендуется завинчивать диод пли тиристор в охладитель рукой, а окончательное затягивание выполнять специальным ключом. Нельзя туго закручивать гибкие выводы полупроводниковых приборов, так как это может привести к нарушению герметичности прибора.
При замене вышедших из строя диодов и тиристоров обращают внимание на состояние контактной поверхности охладителя. Если имеются выбоины, следы окиси и неустраняемые пятна, то охладитель заменяют новым.
У транзисторов МП26А, МП26Б, МП 104 пайка выводов допускается на расстоянии не менее 5 мм от корпуса. При эксплуатации транзисторы жестко закрепляют за корпус. Пайка и изгиб выводов транзисторов 1Т403И и П606А допускаются на расстоянии не менее 3 мм от корпуса, транзистора П215—только на их плоской части. При пайке цилиндрическая часть жесткого вывода должна быть зажата теплоотводящими губками.
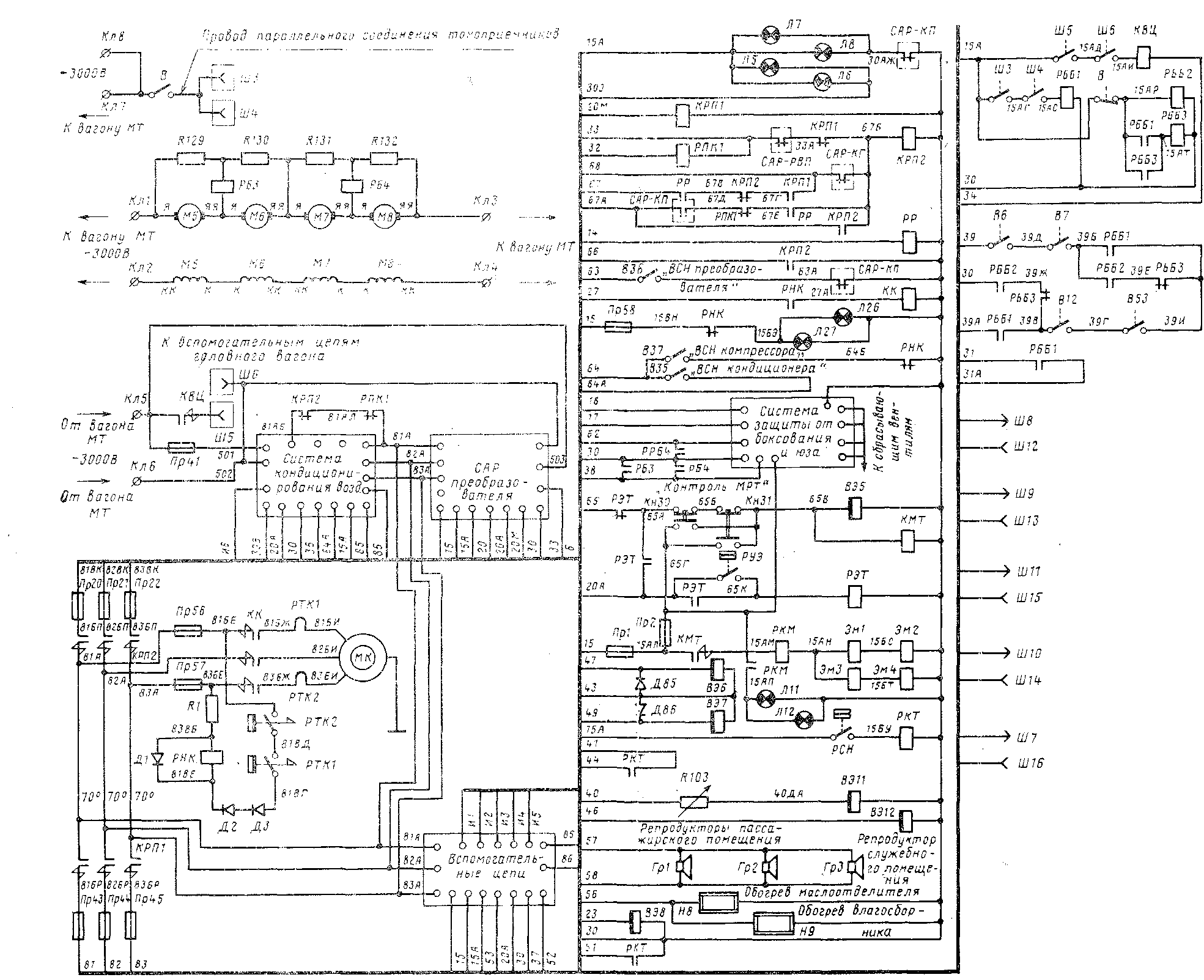
Рис. 59. Принципиальная схем;: цсіш управлення вагона М
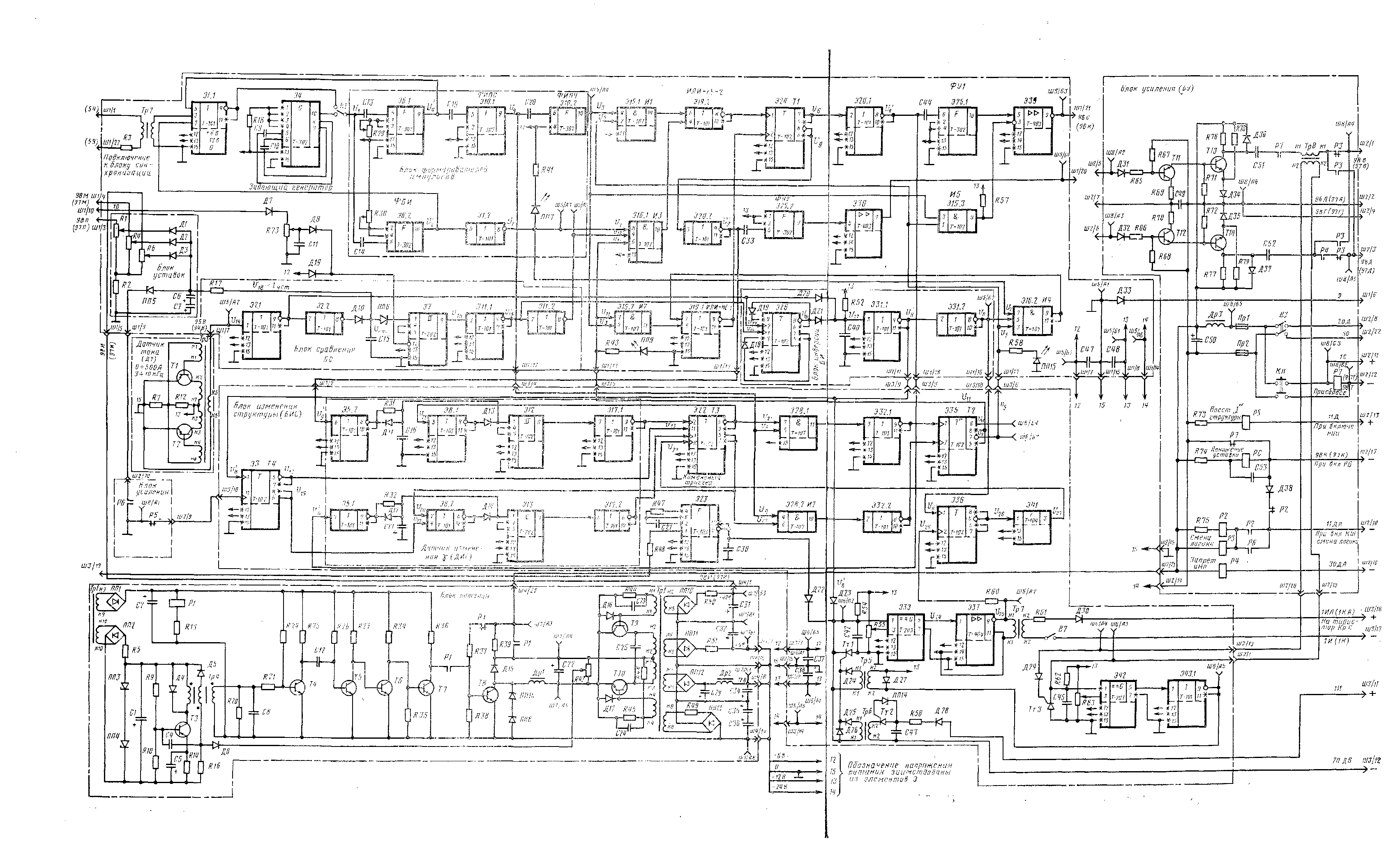
Рис. 62. Электрическая схема САР
⇐Система технического обслуживания и ремонта | Электропоезд ЭР200 | ⇒