Колесная пара — один из самых ответственных узлов механической части вагона, его опора. Шейки оси несут на себе всю нагрузку от веса кузова с пассажирами. Колесные пары жестко воспринимают все неровности пути и в то же время сами также жестко воздействуют на путь. Кроме того, колесные пары моторных вагонов преобразуют вращательное движение, передаваемое от тяговых двигателей, в поступательное движение поезда, а при электрическом торможении воспринимают замедляющее усилие от тяговых дви га-телей.
Колесная пара сформирована из следующих элементов: оси 1 (рис. 4.17), двух колесных центров, бандажей 12 (как вариант, возможно применение безбандажных цельнометаллических колес). Кроме того, на оси колесной пары моторного вагона имеется зубчатое колесо 3 и подшипниковый узел опоры редуктора тяговой передачи.
Ось колесной пары имеет несколько участков с различными диаметрами: буксовые шейки, предподступичные части, подступичные части для напрессовки колесных центров, шейку под опорные ПОД-
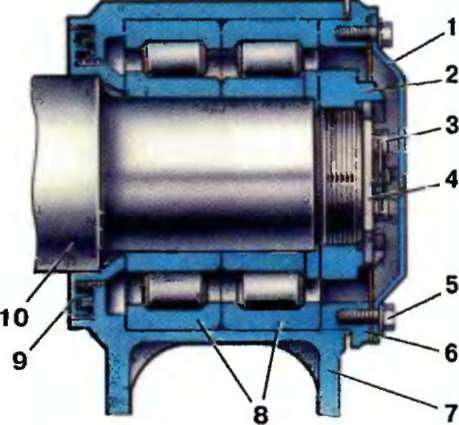
Рис. 4.16. Букса прицепного вагона:
I — смотровая крышка; 2 — торцовая гайка; 3, 5 -болт; 4 — стопорная пластина; 6 — крышка; 7 -корпус буксы; 8 - подшипник; 9 — лабиринтное кольцо; 10 — ось колесной пары
шипники редуктора и среднюю часть. Переходы от одного участка к другому выполнены в виде плавных закруглений (галтелей) для уменьшения возникающих в металле напряжений.
Колесо моторного вагона состоит из колесного центра, бандажа 12 и бандажного кольца 11. В середине колесного центра расположена ступица 13 для насадки на ось 1. Одиннадцать спиц соединяют ступицу центра с ободом, на который напрессовывают бандаж. К фланцу ступицы 10 призонными болтами 9 прикрепляют венец 8 зубчатого колеса.
Ширина обода колесного центра 88 мм, наружный диаметр 900 мм. Внутренний диаметр бандажа должен быть примерно на 1,1—1,4 мм меньше, чем наружный диаметр обода. Диаметр поверхности катания нового бандажа 1056+0,5 мм, ширина бандажа 130 мм. Колесные пары прицепных вагонов формируют из цельнокатаных колес 3 (рис. 4.18), диаметр их поверхности катания 960 мм. По мере износа поверхности катания таких колес протачивают.
Формирование колесной пары — это комплекс операций запрессовки оси в колесные центры, напрессовки бандажей на обода колесных центров и окончательной обточки бандажей. Материал бандажей должен быть довольно твердым, чтобы выдерживать ударные нагрузки, и в то же время достаточно вязким. Поэтому бандажи изготавливают из высококачественной углеродистой стали. Бандажи прокатывают из стальных заготовок и перед посадкой на обод колесного центра нагревают до температуры 250—320° С. Их напрессовывают на обод так, чтобы бурт внутренней поверхности бандажа упирался в обод. При температуре бандажа не ниже 150—200° С устанавливают бандажное кольцо фасонного профиля. Бандажное кольцо нельзя устанавливать на холодный бандаж или остывший до температуры ниже указанной.
Концы кольца зачеканивают, они должны быть точно подогнаны друг
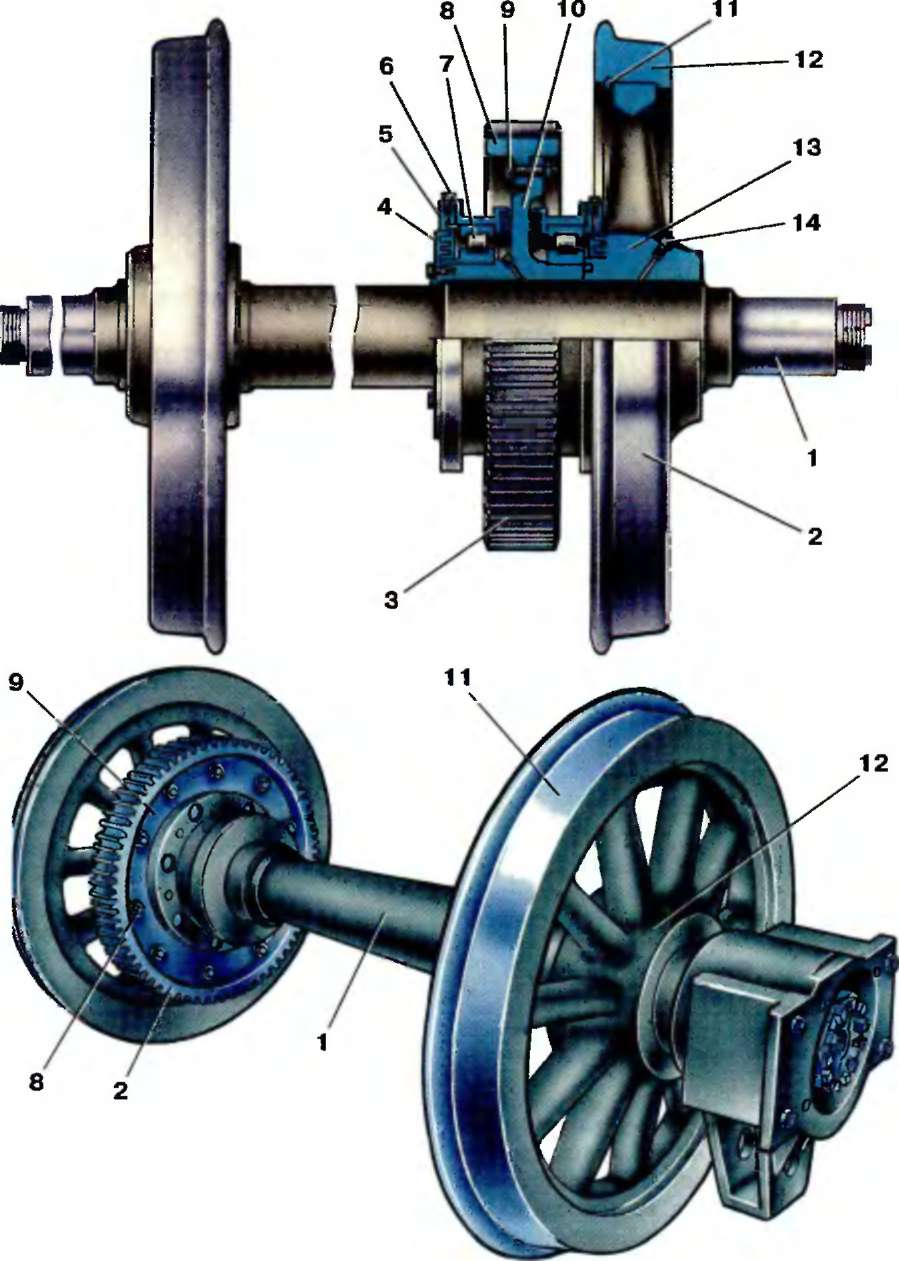
Рис. 4.17. Колесная пара моторного вагона электропоезда ЭР2Т;
а — электропоездов ЭД9М и ЭД9Т, б — электропоезда ЭР9М; I — ось колесной пары; 2 — колесный центр; 3 — зубчатое колесо; 4, 5 — лабиринтные крышки; 6 — обойма подшипника; 7 — подшипник; 8 — венец зубчатого колеса; 9 — призонный болт; 10 — ступица зубчатого колеса; 11 — бандажное кольцо; 12 — бандаж; 13 — ступица колеса; 14 — пробка
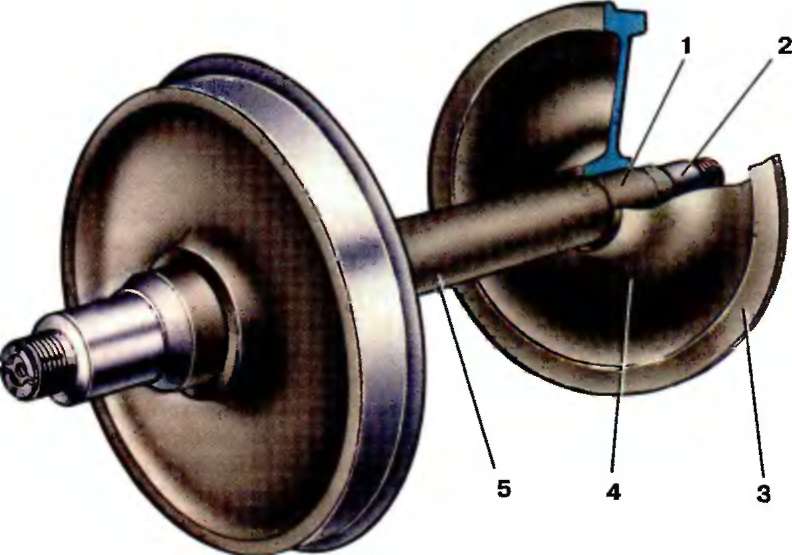
Рис. 4.18. Колесная пара прицепного вагона:
1 — подступичная часть; 2 — шейка оси; 3 — цельнокатаное колесо; 4 — центр; 5 — ось колесной пары
к другу, образуя так называемый замок. Затем бурт внутренней поверхности бандажа обжимают на вальцовочном станке, чтобы зафиксировать кольцо, после чего бандаж должен медленно остыть естественным образом. Бандажное кольцо препятствует поперечному сдвигу бандажа с колесного центра наружу, а бурт бандажа не позволит ему сдвинуться внутрь колесной пары. После остывания плотность посадки бандажа и кольца проверяют на слух, обстукивая всю поверхность бандажа слесарным молотком.
Для контроля плотности посадки бандажа по отсутствию его возможного сдвига в эксплуатации на ободе колесного центра напротив одной из спиц наносят контрольную метку затупленным зубилом. На бандаже (на продолжении линии контрольной метки) делают четыре-пять углублений керном. Затем в этих местах бандажа и центра проводят красную полосу шириной 25 мм.
Ослабление или сдвиг бандажа может произойти из-за нарушения технологии его напрессовки. недостаточного натяга, попадания между посадочными поверхностями при напрессовке окалины, песка, грязи. Новые бандажи в эксплуатации, как правило, не доставляют неприятностей, хотя и они могут ослабевать и проворачиваться. Чаще проворачиваются изношенные бандажи, которые при торможении систематически перегреваются и их посадка ослабевает (от перегрева такой бандаж даже меняет свой цвет).
Имея достаточный опыт осмотра механической части, ослабление посадки бандажа можно определить по глухому дребезжащему звуку при обстукивании молотком. Если появились сомнения в исправности, необходимо проверить совпадение контрольных отметок на бандаже и ободе. В эксплуатации, предполагая ослабление бандажа, на ободе и бандаже ставят мелом контрольную риску и при каждой возможности проверяют ее положение.
Оси в колесные центры или цельнокатаные колеса запрессовывают в холодном состоянии. Перед этим посадочные поверхности очищают, шлифуют й смазывают олифой или растительным маслом (подсолнечным или льняным). Диаметр посадочной поверхности ступицы должен быть на 0,1—0,3 мм меньше диаметра подступичной части оси. При запрессовке отверстие ступицы раздается, а ось сжимается на величину натяга. Величина натяга является определяющим фактором надежности холодной посадки.
Усилие запрессовки зависит также от длины посадочных поверхностей сопрягаемых частей, для колесных пар моторных вагонов оно составляет 750—1000 кН, прицепных вагонов — 600—900 кН. Усилие запрессовки обязательно контролируют, для чего на гидравлическом прессе имеется индикаторное устройство для
Электропоезда серий ЭД9М, ЭД9Т, ЭР9П
г 26
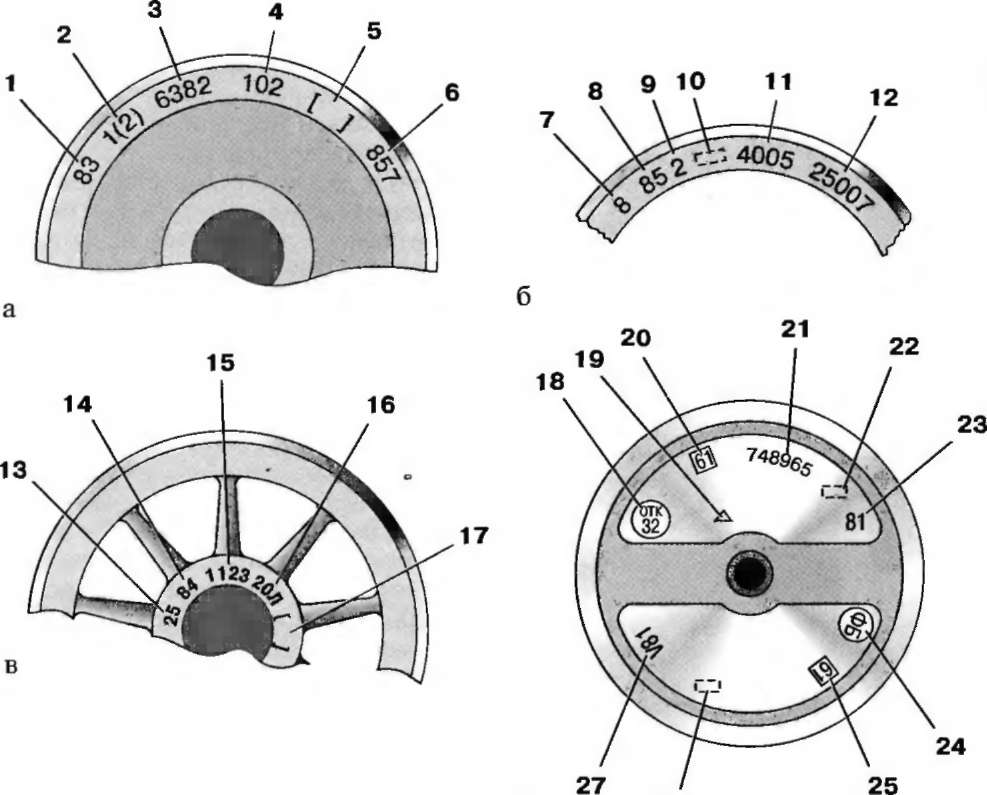
Рис. 4.19. Знаки н клейма:
а — на наружной боковой поверхности обола цельнокатаного колеса; б — на наружной грани бандажа; в — на наружном торце ступицы центра; г-на правом торце колесной пары; 1, 8, 14, 23 — год изготовления (две последние цифры); 2, 16 — марка стали; З, 11 — номер плавки; 4 — условный номер предприятия-изготовителя; 5, 17 — клейма технического контроля предприятия-изготовителя и представителя заказчика; 6 — порядковый номер колеса по системе нумерации предприятия-изготовителя; 7, 13 — условный номер или товарный знак предприятия-изготовителя; 9 — марка бандажа; 10 — клейма приемника; 12 — порядковый номер бандажа по системе нумерации предприятия-изготовителя; 15 — порядковый номер центра по системе нумерации предприятия-изготовителя; 18 — клейма приемки ОТК; 19 — клейма, удостоверяющие правильность переноса знаков маркировки; 20 — условный номер завода, обработавшего ось; 21 — порядковый номер оси, начинающийся с номера завода-изготовителя поковки; 22 — клейма приемщика МПС; 24 — клейма формирования и балансировки; 25 — условный номер предприятия, сформировавшего колесную пару; 26 — клейма приемки; 27 — дата формирования
снятия диаграммы, по которой судят о прочности насадки. Удовлетворительная диаграмма представляет собой плавную кривую, свидетельствующую о нарастании усилия по мере продвижения детали. Если на диаграмме имеются площадки, вогнутости или впадины, говорящие о продвижении деталей без усилия, или скачкообразные повышения усилий (больше нормы), ее считают неудовлетворительной, а колесную пару бракуют и распрессовывают.
При формировании, ремонте и освидетельствовании колесных пар на оси наносят четкие клейма (рис. 4.19). Клейма ставят также на бандажах, ободах безбандажных колес, венцах зубчатых колес. При формировании, а также освидетельствовании колесной пары с распрессо-вкой оси и при полном освидетельствовании дополнительные клейма ставят на левом торце оси (клейма приемщиков, номер пункта, дата освидетельствования). Эти клейма должны сохраняться во время эксплуатации.
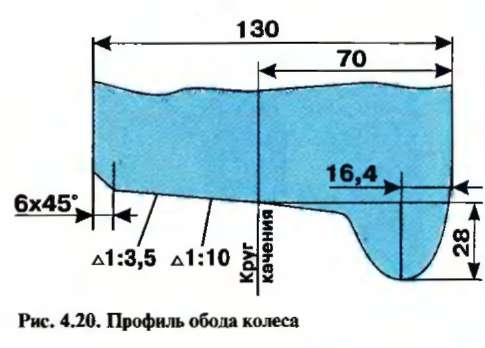
Так как бандаж соприкасается с рельсом по поверхности с относительно малой плошадью, при больших нагрузках колесо изнашивается, при этом нарушается его нормальное качение. Внешняя
поверхность бандажа называется поверхностью катания, ее делают двойной конической с конусностями 1:10 и 1:3,5 (рис. 4.20). Двойная конусность позволяет колесной паре самоустанавливаться в рельсовой колее на прямых участках пути и улучшает условия прохождение кривых, уменьшая пробуксовку, и, следовательно, износ бандажа. Рабочей поверхностью катания является участок с конусностью 1:10. Наружная часть бандажа с конусностью 1:3,5 изнашивается мало, так как работает только при движении по кривым малого радиуса и облегчает нормальное прохождение стрелочных переводов при большом износе колеса.
Геометрические параметры поверхности катания необходимо строго контролировать. В случае изменения профиля этой поверхности колесную пару демонтируют (выкатывают) с поезда и протачивают поверхность на станке. Вначале обрабатывают внутреннюю торцевую грань, гребень и поверхность катания бандажа или обода цельного колеса. Затем профиль проверяют с помощью шаблона. При наличии соответствующего оборудования проточить колеса можно и без выкатки колесной пары.
⇐Буксовый узел | Электропоезда ЭР9М, ЭР9П | Подвеска тягового двигателя⇒