§ 33. Якоря тяговых двигателей
Якорь тягового двигателя преобразует энергию одного вида в энергию другого вида. Основными частями его являются вал, сердечник, нажимные шайбы, обмотка, коллектор и втулка (коробка). У некоторых тяговых дигателей сердечник якоря насажен непосредственно на вал.
Валы. Вал тягового двигателя подвержен действию значительных вращающих моментов, которые вызывают большие косательные силы в местах их приложения, а также действию сил магнитного притяжения и сил реакции зубчатой передачи; вал воспринимает, кроме того, вес деталей якоря. Часто меняющаяся нагрузка с мгновенными толчками в период пуска и торможения, ударная нагрузка при выходе движущей колесной пары из состояния боксования, динамические воздействия от неровностей пути, значительные перегрузки в период выхода из строя одного из тяговых двигателей создают особенно тяжелые условия для работы валов.
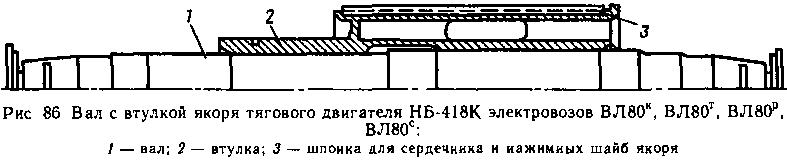
Форма вала (рис. 86) должна по возможности исключать условия местной концентрации напряжений при работе его как на изгиб, так и на кручение. Это достигается максимально возможным сокращением различных переходов по диаметрам сечения. Там, где переходы неизбежны по конструктивным соображениям, их выполняют с плавными переходами, без резких кромок и уступов. Чтобы не возникали местные напряжения, стараются не допускать на валу подрезов в местах выхода резца или шлифовального круга, не делать резьбу на валу там, где происходит изгиб или кручение, по возможности не делать шпоночные канавки с острыми кромками. Канавки для шпонок, используемых в качестве направляющих, делают минимальной глубины и протяженности. У всех тяговых двигателей, имеющих втулки якоря, в средней части вала нет шпоночных канавок: они выполнены лишь по концам под шестернями, имеют незначительную глубину.
При посадке деталей на вал не допускают смятия его более твердыми деталями. Кромки насаживаемых деталей выполняют с плавными выкружками больших радиусов. По возможности сокращают число деталей, насаживаемых непосредственно на вал.
Обработку валов производят по второму классу точности и завершают шлифовкой, не допуская возникновения каких-либо поперечных рисок или задиров, нарушающих целость поверхностного слоя вала. Особое внимание уделяют обработке переходных галтелей; хорошие результаты дает полировка галтелей до зеркального блеска.
Чтобы при прессовой посадке втулка якоря прилегала к валу по всей поверхности, стараются уменьшить смятие поверхностей вала и втулки, для чего длинные посадочные поверхности вала делают с уступами по диаметру. При различных диаметрах соответствующие поверхности втулки якоря во время напрессовки приходят в соприкосновение с валом только на длине одного участка, проходя остальные с зазором. Если бы диаметр вала под втулкой якоря был одинаков по всей длине, то при напрессовке передняя часть втулки должна была бы пройти весь вал под прессом и смять его, что вызвало бы ослабление посадки второго конца втулки. С другой стороны, первый конец втулки, пройдя весь вал, также имел бы смятую поверхность, что привело бы к ослаблению посадки. Иногда (например, у двигателей НБ-406А, НБ-418К и др.) выполняют посадку по двум диаметрам с зазором в средней части между посадочными поверхностями (см. рис. 86).
Для изготовления валов тяговых двигателей применяют поковки из стали с высокой механической прочностью и высокой сопротивляемостью ударным и усталостным нагрузкам. Вместе с тем материал вала не должен быть чувствителен к местным поверхностным перенапряжениям. Наилучшим образом этим требованиям удовлетворяют хромоникелевые, никелевые и хромомолибденовые стали. В Советском Союзе для изготовления валов широко применяют сталь марки 20ХНЗА, для которой допустимое напряжение 200 кПа.
Вал рассчитывают аналитическим методом на жесткость, критическую частоту вращения и прочность. Основные размеры и форма вала определяются значением вращающего момента, способом насадки деталей якоря на вал, системой привода. При насадке деталей якоря на втулку (см. рис. 86) заплечики для упора не нужны. В этом случае жесткость вала увеличивается и уменьшается его прогиб, диаметр вала меньше, чем при непосредственной иасадке деталей. При непосредственной насадке деталей диаметр заготовки зависит еще и от размеров заплечиков.
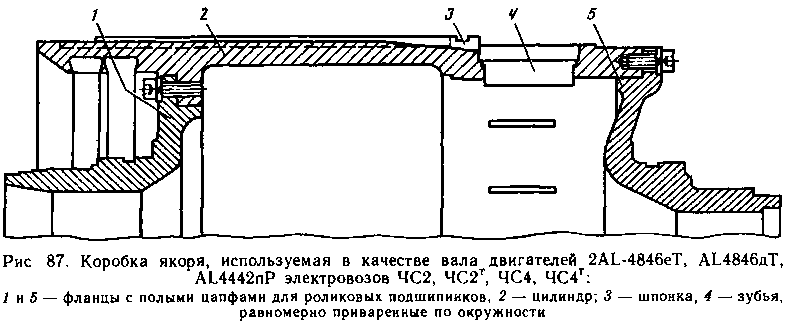
При системе привода типа «Шкода» (рис. 87) или «Сешерон», а также в двигателях ТАО-646 электровозов 16500 и 10002 французских железных дорог валом являются концевые части коробки якоря. Стремление обеспечить коммутационную устойчивость двигателя электровоза ЧС2 привело к необходимости увеличить диаметр коллектора до 830 мм. Диаметр якоря при этом возрос до 900 мм, вследствие чего увеличился диаметр его коробки до 500 мм.
Втулки (коробки) якорей. Для того чтобы иметь возможность сменить вал без полной разборки якоря, почти во всех тяговых двигателях отечественного производства детали якорей монтируют на втулках (см. рис. 86). Втулка якоря несет на себе сердечник с нажимными шайбами и коллектор, а в самовентилирующихс^я двигателях — еще и вентилятор. При замене вала двигателя все насаженные на втулку детали не снимают.
Втулки обычно отливают из стали марки 25Л-1, напрессовывают на вал без шпонки с натягом 0,13—0,16 мм. Силу, с которой необходимо напрессовывать втулку на вал, определяют как по максимальному натягу и давлению, так и по минимальному значению этих величин. Для отечественных тяговых двигателей сила запрессовки составляет 680—1540 кН.
Внутри поверхность втулки обрабатывают с двумя или тремя посадочными диаметрами, отличающимися на 1—2 мм. Наружные поверхности обрабатывают под прессовую посадку задней нажимной шайбы якоря, сердечника и передней нажимной шайбы. После того как втулка напрессована на вал, ее наружные поверхности обрабатывают до размеров, указанных в чертеже. Небольшие искажения наружной поверхности втулки, возникающие в результате ее деформации при запрессовке, устраняются окончательной обработкой.
Нажимные шайбы. Они служат для удержания спрессованных листов сердечника и поддержания лобовых частей обмотки якоря.
Задние нажимные шайбы (со стороны, противоположной коллектору) отливают обычно из стали марки 25Л-1, делают со специальными фланцами или без них. Фланцы служат для направления охлаждающего воздуха, поступающего из каналов сердечника якоря, защиты головок обмотки от механических повреждений и попадания масла из подшипникового щита. При отсутствии фланцев улучшается теплоотдача задней лобовой части обмотки. Поэтому предпочтение отдается открытым нажимным шайбам.
Передняя нажимная шайба отличается от задней большей посадочной поверхностью. Кроме того, у некоторых тяговых двигателей наружная поверхность передней шайбы приспособлена для напрессовки на нее коллектора. В этом случае в ней делают канавку для шпонки, с помощью которой фиксируют положение коллектора относительно сердечника якоря. Нажимные шайбы при отсутствии втулки якоря насаживают непосредственно на вал двигателя.
Сердечники. Серийные тяговые двигатели имеют зубчатые сердечники, а двигатели НБ-504А (на базе НБ-418К) электровозов ВЛ80т-806 и ВЛ80т-810 — гладкие якоря, обмотки которых уложены на гладкие изолированные поверхности сердечников. Последнее обусловливает значительное уменьшение потока рассеяния коммутируемых секций и нх индуктивности, что снижает реактивную э.д.с. в двигателе в 2—2,5 раза. Кроме того, при этом увеличивается воздушный зазор, что приводит к ослаблению действия реакции якоря, т. е. к улучшению потенциальных условий на коллекторе. Надежность гладкого якоря в большей мере, чем зубчатого, зависит от качества примененных изоляционных материалов и технологии его изготовления.
Сердечник якоря является вращающейся частью магнитной системы двигателя. Вращающий момент якоря обусловлен касательными силами, возникающими в зубцах или в случае беспазового якоря по наружной поверхности его сердечника. Объем сердечника якоря определяет как его массу, так и массу двигателя в целом, он прямо пропорционален вращающему моменту Мит.
Для получения минимальных размеров и массы машины заданной мощности необходимо снижать значение Л4Н0М) увеличивая частоту вращения п.
При проектировании частоту вращения выбирают наибольшей возможной с учетом ограничений по зубчатой передаче, окружной скорости коллектора и т д Так как для электровозов и электропоездов к„ = Ятах/пвом = = 1,8 -г- 2,5, то номинальная частота вращения пИ011 двигателя не может быть значительной. Тогда
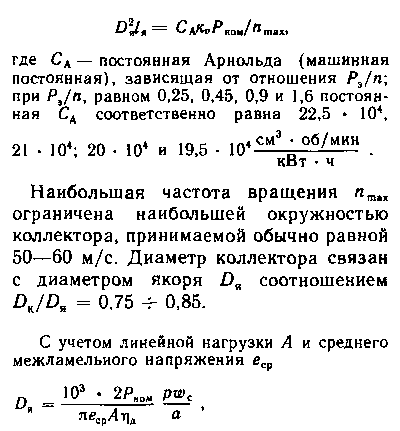
где еср = 19 4- 20 В для двигателей с компенсационной обмоткой и еср = 16 18 В для машин без компенсационной обмотки; т)д — к. п. д. двигателя, равный 0,93—0,945; а — число пар параллельных ветвей обмотки якоря, wc —число витков секций обмотки якоря.
Как известно, реактивная э. д с. снижается с увеличением диаметра якоря, а при одной и той же реактивной э. д. с. интенсивность искрения уменьшается с понижением частоты вращения Поэтому диаметр якоря выбирают наибольшим при наименьшей частоте вращения. Диаметр якоря обычно округляют в большую сторону до ближайшего значения нормализованного ряда диаметров: 493, 590, 660, 740, 850, 990 мм. Выбрав диаметр, пров'еряют при полученной частоте вращения, выполняется ли передаточное отношение зубчатой передачи с возможным расстоянием централи двигателя:

где Ь — расстояние от центра колесной пары до поверхности якоря, равное обычно 24— 25 см; mn — модуль передачи для односторонней та > 12, для двусторонней тп > 10, Z3K — число зубьев зубчатого колеса, принимается максимально возможным по условиям соблюдения габаритных ограничений, ц — передаточное отношение.
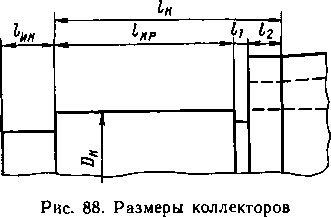
При выборе передаточного отношения число зубьев шестерни Zlu = Z3K/jl > 16-И8 Для колеи 1520 мм при двусторонней передаче удается выполнить сердечник якоря длиной /, ^ 370-5-440 мм и при односторонней — /„ 450-=-480 мм. Обычно /,= /,„—(/„ + + 2/л), где Lя — полная длина якоря (не более 850—900 мм); 1К—длина коллектора, 1Я — длина лобовых вылетов катушек якоря, которую выбирают возможно меньшей по условиям выполнения обмотки и в зависимости от напряжения Um.
Окончательно длину 1Я уточняют подробными расчетами в процессе разработки отдельных узлов двигателя При выборе длины сердечника якоря учитывают как условия размещения его, так и электромагнитные факторы (значения индукции в сердечнике якоря, реактивную э. д. с. и др.).
Непрерывное перемагничивание при вращении в магнитном поле с высокой частотой вызывает в сердечнике потери на гистерезис. Кроме того, от наводимых в нем э. д. с. появляются вихревые токи, которые также приводят к потере энергии, т. е. к уменьшению к. п. д. тягового двигателя. Чтобы снизить все эти потери, сердечники якорей набирают из отдельных листов электротехнической стали с удельными потерями 1,6—2,8 Вт/кг. Для сердечников якорей с частотой намагничивания /„ < 40 Гц обычно применяют сталь Э13, Э21 или Э22. При более высоких значениях /п применяют сталь с более низкими потерями (Э1300, Э3100, Э31). Наличие кремния улучшает электромагнитные свойства стали, но делает ее более хрупкой. Поэтому электротехническая сталь, применяемая для сердечников якорей, является слаболегированной. Толщина листа обычно не превышает 0,5 мм. Для снижения магнитных потерь иногда (например, у тяговых двигателей НБ-420 и др.) пазы относительно продольной оси выполняют скошенными на величину шага зубцов, а сердечник (например, у двигателей РТ-51Д и др.) делят на равные части (через каждые 50—80 мм по длине) прокладками из электрокартона толщиной 0,5—1 мм.
Листы покрывают с обеих сторон пленкой бакелитового лака печной сушки толщиной 0,012—0,014 мм или жидким стеклом. Для того чтобы не происходило распушения листов сердечника, крайние 7—8 листов делают толще (1 мм) с постепенно уменьшающимся диаметром. Листы эти в головках зубцов сваривают попарно точечной сваркой, а у тяговых двигателей последних выпусков еще и склеивают. Листы сердечника штампуют в виде неразрезных дисков, форма которых соответствует форме поперечного сечения сердечника якоря. На наружной поверхности листов имеются штампованные пазы для размещения обмотки. Для охлаждения якоря внутри листов сердечника делают вентиляционные каналы (обычно круглые диаметром 20 — 30 мм), размещенные по окружности в 2 или 3 ряда в шахматном порядке. В средней части листов выштам-повано центральное отверстие со шпоночной канавкой для посадки сердечника на втулку якоря или вал двигателя.
Число пазов якоря выбирают путем сравнительных расчетов. Чем меньше число пазов 1, тем меньше суммарная толщина изоляции катушек по окружности якоря и при принятом значении индукции в зубцах меньше длина сердечника якоря Это имеет особое значение для двигателей с высоким напряжением, например для двигателей электровозов постоянного тока. При снижении числа пазов расширяется зона коммутации, ухудшается отдача тепла катушками, повышаются пульсации магнитного потока под полюсами и др.
Зубцовое деление по окружности якоря і\ = я/)я/2; его обычно принимают равным 20—35 мм. Большие значения Л, как правило, соответствуют двигателям, рассчитанным на значительные напряжения и имеющим малое число полюсов. Число пазов иа полюс = 2/2 р обычно выбирают в пределах 12—16, хотя возможны отклонения и в меньшую, и в большую сторону. Для тяговых двигателей с петлевыми обмотками наиболее часто число пазов на полюс равно 12,5; 13,5 и 14,5. От числа пазов якоря зависит число коллекторных пластин на паз К„ = /С/2 (здесь К —число коллекторных пластин двигателя). Этот показатель определяет конструкцию катушек якоря, форму и расположение проводников в пазу, коэффициент заполнения паза медью, условия коммутации и теплоотдачи катушек. В тяговых двигателях обычно /(, = 3-^7.
Перед сборкой сердечника вначале напрессовывают заднюю нажимную шайбу; по окончании сборки сердечник допрессовывают при установке коллектора. В собранном сердечнике пазы калибруют специальной протяжкой. Сердечник должен быть монолитным; недопустимо распушение отдельных крайних листов стали.
Коллекторы. Коллектор двигателя служит для изменения направления тока в проводниках якоря при переходе их под главный полюс другой полярности Коллекторы современных мощных тяговых двигателей находятся на пределе использования материалов и технологических возможностей. Они подвержены большим механическим и электрическим нагрузкам, в результате чего на их поверхности происходит интенсивное выделение тепла, вызванное потерями при коммутации и механическим трением щеток. Интенсивное выделение тепла, наличие деталей, находящихся под высоким напряжением (коллекторные пластины, щетки, щеткодержатели), возможное искрение под щетками создают условия, способствующие ионизации воздуха, окружающего коллектор. Поэтому все изоляционные детали коллектора выбирают исходя из условия повышенной интенсивности ионизации воздуха в коллекторном пространстве и принимают меры по обеспечению надежной работы коллекторов при более высокой степени их использования в двигателях. Это достигается как созданием принципиально новых конструкций коллекторов, так и применением материалов с более высокими механическими характеристиками.
Система вентиляции тягового двигателя должна обеспечивать интенсивный воздухообмен в зоне коллекторного пространства и хорошее охлаждение как самого коллектора, так и всех связанных с ним деталей некомпенсированных машин мощностью 670— 800 кВт равно 16,4—18,3 В); рк— коллекторное деление, мм.
Размеры коллектора зависят от диаметра якоря, наибольшей частоты вращения, тока якоря, напряжения на зажимах машины, напряжения между соседними коллекторными пластинами, а также от устройства щеткодержателей. Поэтому конструкция тяговых двигателей в значительной степени определяется конструкцией коллекторов.
Если тяговый двигатель имеет сравнительно малый диаметр сердечника якоря, то диаметр коллектора по рабочей части выбирают исходя из удобства размещения концов проводников секции в петушках коллектора. При обычной глубине паза якоря 4,0—5,5 см диаметр коллектора /)к = Оя — 2(4,0 4-5,5) см.
У двигателя с якорем сравнительно большого диаметра и относительно низким напряжением диаметр коллектора может быть несколько меньше и не ограничивается условиями размещения проводников в петушках. Для уменьшения диаметра коллектора в этом случае часто применяют приварные петушки. Выбранный диаметр проверяют на максимальную окружную скорость, которая при предварительном расчете не должна быть выше 50—55 м/с.
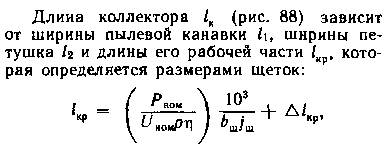
где Ьт — ширина щетки, обычно принимается в пределах 1,6—2,5 см, /щ — плотность тока под щеткой в часовом режиме, принимаемая равной 10—15 А/смг (меньшими значениями обычно задаются при малом отношении номинальной силы тяги Ртн к нагрузке П на колесную пару); г) — к. п. д. тягового двигателя, Д/кр — припуск для компенсации разбега якоря, наличия фасок на концах пластин, смещения щеткодержателей и т. д. При двусторонней передаче и отсутствии перегородок между щетками в щеткодержателе принимают А1 = 1,5 см.
Ширина пылевой канавки /, обычно равна 0,8—1 см; шириной петушка 1г задаются исходя из допустимой плотности тока в его контакте с секцией. Обычно к = 1,8 2 см. Для напряжений в пределах 800—1200 и 1200—2000 В вылет изоляционного конуса соответственно принимается равным 3,2 и 4,5 см.
Число коллекторных пластин
Механическая нагрузка деталей коллектора зависит от окружной скорости и темпа изменения температуры коллектора. К конструкции крепления коллекторных пластин, которая в основном определяет конструкцию коллектора, предъявляют высокие требования по прочности. Оправдала себя форма коллекторных пластин в виде ласточкина хвоста.
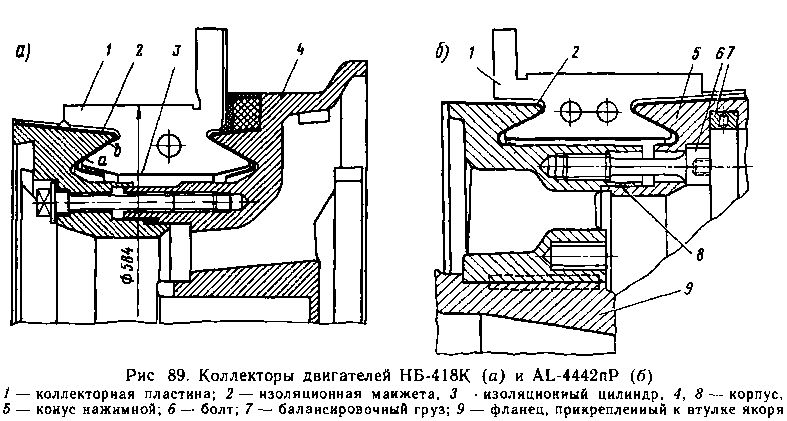
В тяговых двигателях чаще всего применяют коллектор арочного типа. Основными деталями такого коллектора (рис. 89, а и б) являются: коллекторные пластины /, которые осуществляют скользящий контакт между вращающимися вместе с якорем секциями обмотки и неподвижными щетками; межла-мельная изоляция, т. е. изоляционные пластины, с помощью которых коллекторные пластины изолируют друг от друга; изоляционные манжеты 2 и цилиндр 3 для изоляции пластин от корпуса 4, на котором производится сборка коллектора; нажимного конуса 5, служащего вместе с корпусом коллектора для крепления коллекторных пластин; болты 6, крепящие нажимной конус на корпусе коллектора.
Коллекторные пластины имеют клинообразное сечение, изготовляют их из холоднотянутой меди М1 твердостью до 85 НВ. Предел ее прочности достигает при растяжении 280 Н/мм2, Иногда применяют медь с присадкой кадмия 0,9—1,2% (тяговые двигатели НБ-414Б и др.) или серебра 0,07—0,14% (тяговые двигатели НБ-414М, НБ-418К, ТАО-649 и др.). Коллекторные пластины из меди, легированной серебром и кадмиевой бронзой, имеют высокую механическую прочность при больших температурах, чем пластины из меди М1 (примерно в 2 раза при температуре 400° С).
Пластины коллектора должны иметь одинаковую твердость. Различная твердость их способствует неравномерному износу рабочей поверхности коллектора и отрицательно сказывается на коммутации. Для уменьшения массы пластин и нажатия на манжеты, вызываемого центробежными силами, в медных пластинах коллекторов тяговых двигателей НБ-414М, ТЛ2, ТАО-649 и др. вырубают одно или два круглых отверстия.
Межламельную изоляцию изготовляют из специального миканита марок КФГ и КФШ-1. Эта изоляция не должна давать усадку при давлении 80 кПа. Толщина ее колеблется от 0,8 до 1,5 мм, ее выбирают в зависимости от межламельного напряжения. Миканит тверже, чем коллекторные пластины, и изнашивается медленнее. Если бы коллекторные и изоляционные пластины имели одинаковый уровень рабочей поверхности, то при работе на поверхности коллектора образовались бы выступы изоляции, препятствующие нормальному контакту щеток с пластинами Поэтому у всех тяговых двигателей высота изолирующих пластин меньше, чем коллекторных, на 0,8—1,2 мм: на такую глубину делают продорожку коллектора специальной фрезой.
Изоляционные манжеты изготовляют из миканита марок ФФ2А, ТФП18,
ФМПА, ФФПА на термореактивных лаках. Манжеты подвергают многократным формовкам. Основные показатели качества манжеты — малая усадка, монолитность, а также высокая точность размеров, особенно толщины. Изоляционные цилиндры коллектора изготовляют также из высококачественного миканита. Толщина их колеблется от 1 до 2 мм в зависимости от номинального напряжения.
Корпус коллектора и нажимной конус отливают из стали с повышенным пределом текучести, придавая им форму, обеспечивающую беспрепятственное поступление вентилирующего воздуха во внутренние каналы. Эта форма позволяет подшипнику вала двигателя глубоко вдаваться внутрь якоря, что уменьшает общую длину двигателя. Для координации пластин коллектора с пазами сердечника в корпусе коллектора предусмотрена направляющая шпонка. Нажимные конусы у тяговых двигателей располагают с внутренней стороны коллектора или с внешней. При нажимных конусах, расположенных с внешней стороны коллектора, в отдельных случаях можно менять изоляционные детали (внешнюю изоляционную манжету и изоляционный цилиндр), не снимая обмотку якоря. Если нажимные конусы расположены с внутренней стороны, такая возможность исключается.
На тяговых двигателях НБ-406А, НБ-412М, ТЛ-К1 и др. корпус коллектора совмещен с передней нажимной шайбой сердечника якоря. Это позволяет значительно увеличить длину посадочной поверхности передней нажимной шайбы, повысить надежность крепления сердечника якоря, исключить возможность излома концов якорной обмотки (вследствие перемещения коллекторных пластин при подтяжке коллектора и его нагревания).
Процесс изготовления коллектора состоит из следующих основных операций: изготовления механической части (корпуса, нажимного конуса, болтов), изготовления электрической части (пластин, изоляции), сборки, статической балансировки грузом 7 (см. рис. 89), испытания и запрессовки коллектора на переднюю нажимную шайбу или на втулку якоря или непосредственно на вал двигателя, динамической формовки коллектора.
Динамическую формовку производят для повышения механической прочности и монолитности коллектора. Ее проводят до тех пор, пока не будет достигнута стабильность цилиндрической формовки коллектора. Качество формовки оценивают по разнице радиальных биений коллектора до и после формовки при температуре 160—170° С. Частоту вращения коллектора, укрепленного на шпинделе станка, при этом доводят до величины, превышающей на 30—35% наибольшую. После каждой формовки, не снимая коллектора со шпинделя станка, подтягивают коллекторные болты электромеханическим гайковертом с заданным моментом затяжки Коллектор считают отформованным и пригодным для напрессовки на втулку якоря, если разность в биении проточенного коллектора в холодном состоянии и после его вращения в течение 20 мин не будет превышать 0,02 мм.
Изоляционные миканитовые манжеты в коллекторах двигателей плотно прилегают к медным и стальным деталям лишь на участке а — Ь(см. рис. 89, а). В остальных местах миканитовые манжеты расположены свободно. Это способствует проникновению в коллектор пыли и влаги, снижению электрической прочности и, как следствие, уменьшению их надежности в эксплуатации. Чтобы устранить указанные недостатки и повысить надежность работы коллекторов, ВЭлНИИ и НЭВЗ выпустили опытную партию тяговых двигателей с коллекторами, у которых миканитовые манжеты и изоляционные цилиндры заменены литой монолитной изоляцией, а крепление коллекторных пластин выполнено изолированными бандажными кольцами.
Обмотки якорей. Проводники, уложенные на сердечнике и нажимных шайбах и соединенные определенным образом, представляют собой обмотку якоря. При участии ее происходит процесс преобразования энергии. Обмотку выполняют с наилучшим использованием материалов и с одновременным обеспечением необходимой надежности двигателя. На тяговых двигателях постоянного и пульсирующего тока обычно применяют простые волновые и петлевые обмотки. Первые наиболее просты в изготвлении; при них масса двигателя меньше (на 600 кг при номинальной мощности 500 кВт и напряжении на зажимах 1500 В). Однако простую волновую обмотку можно применить в двигателях, у которых ток якоря не превышает 350—400 А, так как с повышением тока при такой обмотке ухудшаются потенциальные условия и из-за роста реактивной э. д. с. становится напряженной коммутация.
При волновой обмотке магнитная асимметрия машины сказывается одинаково на э. д с. всех параллельных цепей обмотки, так как они размещаются под всеми полюсами. Поэтому в обмотке не возникает уравнительных токов, как, например, в петлевой, а следовательно, нет необходимости в специальных уравнительных соединениях. При простой петлевой обмотке значительно снижаются максимальные межламель-ные напряжения (на 12 В, или 45%) и реактивная э. д. с. (на 0,5 В, или 18%), облегчаются условия коммутации на пульсирующем токе. Поэтому при часовом токе якоря /ч < 300 350 А обычно применяют простую волновую обмотку, а при /„ > 300 350 А — простую петлевую с уравнительными соединениями.
Обмотку выполняют из отдельных од-новитковых катушек, изготовленных из шинной меди прямоугольного сечения. Две стороны — верхняя и нижняя — каждой катушки составляют соответствующие слои пазовой части обмотки.
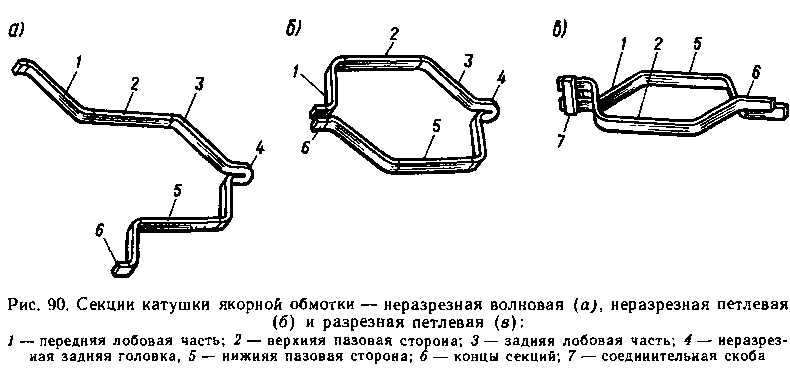
Катушки бывают неразрезные (рис. 90, а,б) и разрезные (рис. 90, в). Головки неразрезиых катушек формируют при изготовлении, а разрезных сваривают после укладки полукатушек в пазы сердечника якоря. Разрезные катушки занимают меньше места, поскольку не имеют головок и позволяют сократить вылет обмотки как со стороны коллектора, так и с противоположной стороны. Они также облегчают выполнение ступенчатой обмотки.
Конструкция и технология изготовления обмотки зависят от выбранной площади сечения проводников и их расположения в пазах якоря. Большое влияние на степень использования активного слоя якоря и двигателя в целом оказывают размеры паза. Чем больше его глубина Иг, тем при заданном объеме меди обмотки меньше ширина паза. Это позволяет увеличить площадь сечения зубцов и снизить индукцию в них или при заданной индукции уменьшить ширину зубцов, а значит, диаметр якоря. В то же время увеличение глубины паза приводит к возрастанию пазовой проводимости, реактивной э. д. с. и ухудшению коммутации. Однако для мощных предельно используемых электровозных двигателей принимают большие значения А*, так как приходится закладывать в пазы больше меди. Это допустимо, потому что при больших диаметрах якоря глубокие пазы не так сильно уменьшают ширину ножки зуба.
Обычно Ьг/Ьп — З-т-6. Большие значения соответствуют двигателям большей мощности. Окончательные размеры паза принимают, определив, как будут размещены проводники в пазу, установив их размеры и изоляцию.
Наиболее часто проводники / располагают вертикально (рис. 91, а)\ При большем числе проводников, расположенных в пазу рядом, большую часть ширины паза занимает изоляция, что ухудшает теплоотдачу от меди боковым стенкам зубцов. Если при таком расположении высота проводников превосходит 10,8—14,5 мм, то во избежание больших добавочных потерь их делят по высоте на две чйсти (рис. 91, б), а иногда и на три. Каждую часть проводника изолируют отдельно, для того чтобы вихревой ток замыкался в ее пределах. Добавочные потери в обмотке якоря такой конструкции составляют около 35% добавочных потерь в обмотке, в которой проводники не разделены по высоте.
При расположении проводов плашмя — у тяговых двигателей НБ-414В, НБ-418К и др. (рис. 91, в) —экономится место по ширине паза на изоляции и улучшается теплоотдача от меди боковым стенкам паза. Это позволяет увеличить допустимую температуру нагрева, а следовательно, уменьшить радиальные размеры сердечника, т. е. вписать в заданный габарит двигатель большей мощности: примерно на 15% по сравнению с вертикальным расположением проводников при той же температуре нагрева. Кроме того, значительно уменьшаются потери в меди. Однако при расположении проводников плашмя необходимо развальцевать или вывернуть на 90° концы катушек, чтобы завести проводники в шлицы петушков коллекторных пластин, а это существенно усложняет работу по монтажу обмотки якоря.
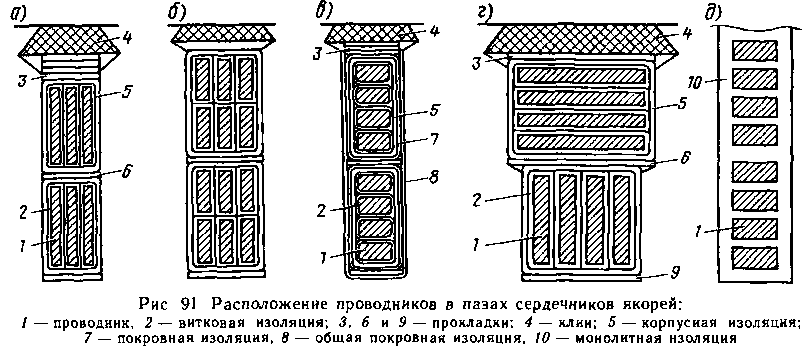
Располагают проводники в пазу и по схеме рис. 91, г (например, у тяговых двигателей ТО-136/8, GW-435 французских электровозов переменного тока промышленной частоты). Нижняя часть паза при этом уже, т. е. увеличивается сечение зубцов, что благоприятно для якорей с относительно небольшим диаметром. Уменьшаются также потери в меди обмотки. Однако в этом случае при изготовлении необходимо выкручивать проводники в их лобовых частях. У тяговых двигателей с гладкими якорями проводники обмотки делят как по высоте, так и по ширине.
Число проводников обмотки зависит от числа коллекторных пластин и от среднего межламельного напряжения; площадь их сечения выбирают исходя из допустимых превышения температуры и плотности тока в них.
Витковую изоляцию проводников обмотки якорей выполняют из микаленты ЛФЧ-Б толщиной 0,075 мм при вертикальном расположении проводников в пазу и 0,1 мм при горизонтальном, корпусную изоляцию катушки — из мика-ленты ЛФЧ-ББ толщиной 0,1 мм. Число слоев, наматываемых вполуперекры-шу, берется в зависимости от напряжения на коллекторе. В качестве защитной изоляции применяют либо стекло-ленту, уложенную на катушку, либо гильзы, размещенные в пазу.1 Однако такая изоляция обладает низкой теплопроводностью и влагостойкостью. Улучшение электрических и тепловых характеристик обеспечивается применением изоляции «Монолит», представляющей собой слои стеклослюдинитового полотна Л2С25КС толщиной 0,1—0,11 мм, пропитанные эпоксидным компаундом с введенным в него отвердителем.
Такая изоляция по нагревостойкости относится к классу Р, электрическая прочность ее достигает 41,5 кВ/мм, а коэффициент теплопроводности в 1,5 раза выше, чем у изоляции из стекломика-леиты. Она имеет также высокие механические характеристики и адгезионную способность. Широкое применение получила также монолитная изоляция класса В, состоящая из слоев стеклослюдинитовой ленты 0,11X20 марки ЛСК-П0ТС, пропитанной компаундом 110. Эта изоляция также обладает сравнительно высокими монолитностью и влагостойкостью. Применяют также полиамидную изоляцию для всех обмоток по классу нагревостойкости Н (двигатели НБ-507 и др.).
Применяют различные способы герметизации обмоток якорей для предохранения от воздействия окружающей среды, попадания внутрь обмотки влаги, масла, грязи, угольной пыли и т. д. Так, впадины между припаянными проводниками и петушками коллектора, а также угловые впадины заполняют электроизоляционными пастами, замазками, полимерными материалами (у тяговых двигателей электровозов ЧС2, ЧС2Т, ЧС4, ЧС4Т) или кремнийорганическим герметиком.
Обмотку якоря в пазах сердечника с миканитовой изоляцией закрепляют текстолитовыми клиньями 4 (см. рис. 91), а лобовые части крепят проволочными бандажами или стеклобандажами Проволочные бандажи изготовляют из стальной луженой магнитной или немагнитной проволоки, которую наматывают обычно в два слоя с натяжением 2,15— 2,50 кН. Витки друг с другом скрепляют вспомогательными жестяными скобами и пропаивают в общий пояс оловянисто-свинцовым припоем ПОС-40. Бандажи из стеклоленты обладают более высокой механической прочностью, чем стальные паяные.
В случае применения стеклобандажей процесс их укладки сводится к одной операции — намотке ленты на якорь, исключается укладка подбандажной изоляции, установка скоб, устройство различного рода замков, пайка проволочных баидажей и т. д. Стеклобандажи, как показал опыт работы, практически не разрушаются в эксплуатации. Поэтому их широко применяют в тяговом машиностроении и при ремонте. Для намотки бандажей используют нетканую ленту из стекловолокна марки ЛСБ-Р шириной 15—20 мм и толщиной 0,1 и 0,2 мм. Стеклоленту изготовляют из параллельно расположенных непрерывных стеклянных иитей, скрепленных электроизоляционным клеящим лаком.
После укладки обмотки, пайки, наложения бандажей, проверки электрической прочности изоляции производят по установленной технологии пропитку и сушку якоря. Пропитка изоляции лаком делает ее менее гигроскопичной, более тепло- и влагостойкой, повышает электрическую и механическую прочность, а следовательно, надежность и долговечность обмотки. Затем выполняют механическую и электрическую отделку якоря (проточку и шлифовку коллектора и вала якоря, продорожку межла-мельной изоляции, монтаж лабиринтных втулок, снятие заусенцев на торцовых поверхностях и фасок 0,25 мм с коллекторных пластин, чтобы исключить перебросы и образование круговых огней, окраску миканитового конуса и др.).
В случае применения для якорей монолитной литой изоляции обеспечивается высокая прочность крепления обмотки в пазовой части сердечника без клинового крепления (см. рис. 91, (3). Уменьшение толщины корпусной изоляции без снижения ее электрической прочности позволяет снизить расход изоляционных материалов и упростить технологию изготовления якоря. После осадки катушек в пазах все пустоты в обмотке заполняют обрезками из стеклослюдинитового полотна. Остальные операции изготовления якоря с монолитной изоляцией во многом подобны операциям по изготовлению якорей с микалентиой изоляцией иа битумно-масляных связующих.
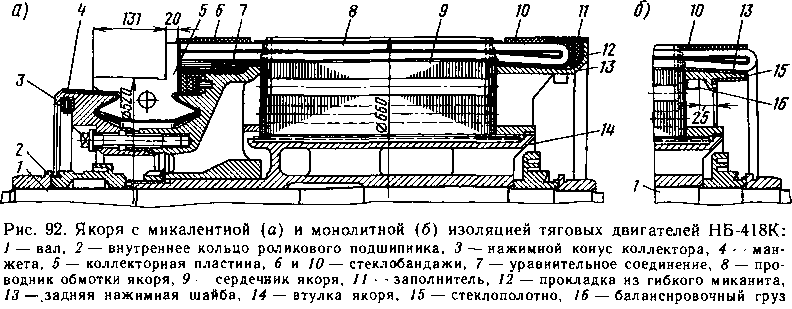
У якоря с микалентной изоляцией головки катушек закрыты стальной нажимной шайбой 13 (рис 92, а) и изолированы прокладкой 12 из гибкого миканита ГФС-2 и заполнителем 11 (обычно крученый льно-пеньковый шнур ПД). Обмотка якоря с монолитной изоляцией имеет со стороны, противоволожной коллектору, открытую лобовую часть (рис. 92, б).
Уравнительные соединения. Эти соединения устанавливают чаще всего со стороны коллектора или с противоположной стороны. Они выравнивают токи параллельных ветвей петлевой обмотки, неравномерность которых может быть вызвана разностью сопротивлений щеток или разницей э. д. с., обусловленной асимметрией магнитной системы машины.
Если уравнительные соединения расположены со стороны коллектора, то их подсоединяют к пластинам, впаивая концы в те же шлицы петушков, в которые вводятся и концы проводников обмотки якоря. В этом случае они расположены под передней лобовой частью обмотки (см. рис 92. а). Если уравнительные соединения находятся с противоположной стороны, то их располагают под задней нажимной шайбой и подключают скобами к головкам катушек.
Для двигателей с симметричной магнитной системой при использовании щеток с небольшими отклонениями сопротивлений площадь сечения провода уравнительного соединения составляет 0,2— 0,5 площади сечения меди в пазе. Выполняют одно-два соединения на паз; шаг уравнительных соединений по коллектору УуР = к/р.
В целях снижения трудоемкости изготовления, а также повышения качества и надежности обмотки якоря в ВЭлНИИ и Всесоюзным научно-исследовательским институтом кабельной промышленности (ВНИИКП) проводятся работы по применению для катушек проводов, изолированных нагревостойкой эмалью и стекловолокнистой оплеткой (ПЭТВСД). Изоляция таких проводов соответствует по нагревостойкости классу И. При пропитке якорей стекловолокиистая оплетка провода ПЭТВСД полностью пропитывается эпоксидной композицией, что намного повышает цементацию и электрическую прочность отдельных витков якорных катушек и обмотки в целом.