§ 12. Конструкция опорно-осевого подвешивания и зубчатой передачи
На отечественных электровозах применяют траверсное и маятниковое подвешивание тяговых двигателей.
Электровозы В Л 22м, ВЛ23, ВЛ8 и ВЛ60". При траверсном подвешивании тяговый двигатель одним концом опирается через моторно-осевые подшипники на ось колесной пары, а вторым — двумя кронштейнами / и 7 (рис. 30, а) через траверсу на раму 10 тележки. Траверса состоит из витых пружин 4, которые являются упругими элементами подвешивания, направляющих упоров 2 и стержней //, опорных балок 3 и 5 с приваренными к ним накладками. Траверсу в сборе с предварительным натягом, который создается болтами, пропущенными через
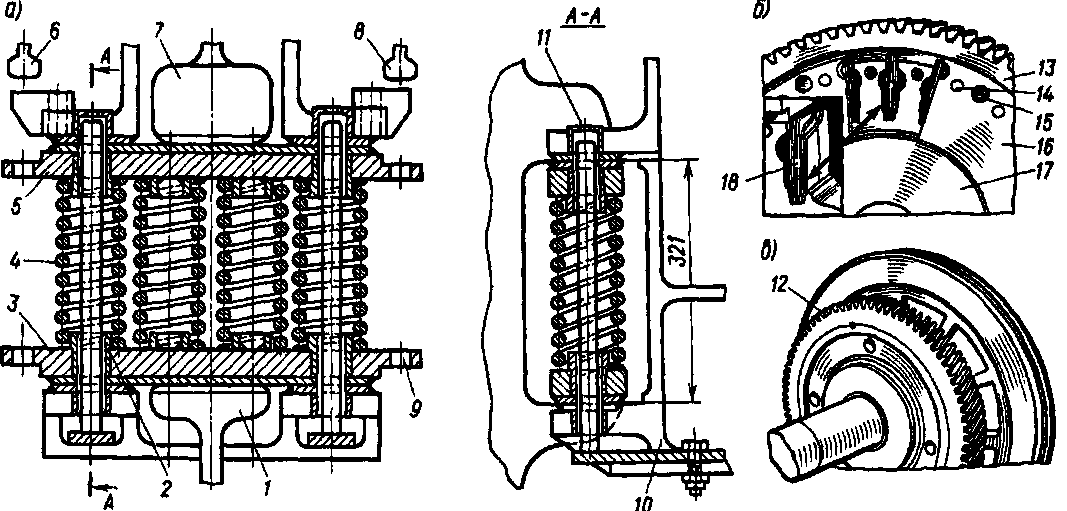
Рис. 30 Траверсное опорно-осевое подвешивание тяговых двигателей (а) и зубчатые передачи
(б и в)
отверстия 9, устанавливают между двумя кронштейнами двигателя / и 7 и четырьмя кронштейнами рамы 10. На двигателе предусмотрены два предохранительных кронштейна 6 и 8, которыми в случае обрыва основных кронштейнов опирается двигатель.
Натяг пружин выбирают таким, чтобы при установке траверсы не было зазора между верхней балкой 5 и кронштейнами рамы тележки, когда тяговый двигатель выступами опирается на траверсу. Для этого необходимо, чтобы усилие начального натяга пружин было равно нагрузке двигателя, приходящейся на траверсу. Недостатком этой конструкции является износ направляющих стержней // в местах соприкосновения со втулками, верхней 3 и нижней 5 балок, а также износ трущихся поверхностей кронштейнов / и 7. На пружины 4 действуют примерно половина веса тягового двигателя и силы его реакции; рассчитывают их так, чтобы при наибольшей силе тяги между витками оставался зазор.
На электровозах ВЛ22М, ВЛ23, ВЛ8 и ВЛ60К для передачи вращающего момента применяют зубчатые передачи двусторонние прямозубые с упругой связью (рис. 30, б) и двусторонние жесткие ко-созубые (рис 30, в). В первом случае для передачи вращающего момента двумя сторонами необходимо, чтобы их шестерни и зубчатые колеса вступали в зацепление одновременно и зубья полностью соприкасались друг с другом. При самом незначительном смещении зубьев по окружности зубчатого колеса одной стороны колесной пары по отношению к зубчатому колесу другой стороны весь вращающий момент передается лишь иа одну сторону передачи, перегружая ее вдвое и создавая опасность поломки зубьев.
Даже самый тщательный монтаж зубчатых колес не обеспечивает требуемой точности. Чтобы компенсировать неточность посадки зубчатых колес при двусторонней передаче с прямыми зубьями, применяют упругую связь между венцом 13 (см. рис. 30, б) зубчатого колеса и его центром. Упругая связь позволяет также уменьшить динамические нагрузки, передаваемые через зубчатое зацепление на тяговый двигатель; при этом улучшаются условия работы двигателя и зубчатой
передачи, повышаются их надежность и долговечность. Такое зубчатое колесо состоит из центра 17, венца 13, листовых пружин с прокладками 18 в середине, боковых шайб 16 и заклепок 14.
Центр 17 имеет по внешней стороне в зависимости от передаточного числа от 22 до 25 пазов, в которые закладывают пакеты листовых пружин. Каждый пакет состоит из восьми пластин и прокладки 18. Пластины помешены в два ряда по четыре с каждой стороны прокладки, которая создает предварительный натяг. За состоянием пакетов наблюдают через отверстия 15 в шайбах 16, которые наложены с обеих сторои на цеитр и венец При правильно собранной передаче венец может максимально отклоняться относительно центра на 1,6 мм.
Венец изготовляют из углеродистой стали 50 или стали 37ХНЗА. Центр зубчатого колеса отливают из стали 25 Л-П. Пружины изготовляют из хромованадие-вой электростали 50ХФА и подвергают термической обработке. Прокладки пакетов штампуют или прокатывают из стали СтЗ, затем цементируют и закаливают.
Зубчатое колесо 12 (см. рис. 30, в) жесткой косозубой передачи изготовляют цельнокатаной поковкой из стали 55 и подвергают объемному упрочнению. После этого нарезают зубья. Зубья обоих зубчатых колес колесной пары наклонены в противоположных направлениях. Если в результате неточностей при монтаже в зацепление вступает одна сторона передачи, появляется сила, вызванная нажатием косого зуба на шестерню, которая заставляет якорь двигателя перемещаться до тех пор, пока не войдет в зацепление другая сторона. Угол наклона зубьев по делительной окружности 24°37'12". Шестерни 12 (см. рис. 30, в) изготовляют поковкой из хромоникелевой стали 20ХНЗА. После механической обработки шестерню подвергают цементации или нитроцемеитации, осуществляют закалку поверхностей зубьев по контуру. Шестерни напрессовывают на конические концы вала якоря двигателя в горячем срстоянии с натягом 0,22—0,26 мм. Поверхность прилегания шестерни к конусу вала тягового двигателя должна составлять не менее 85% общей площади конуса, что достигается притиркой. Нагрев
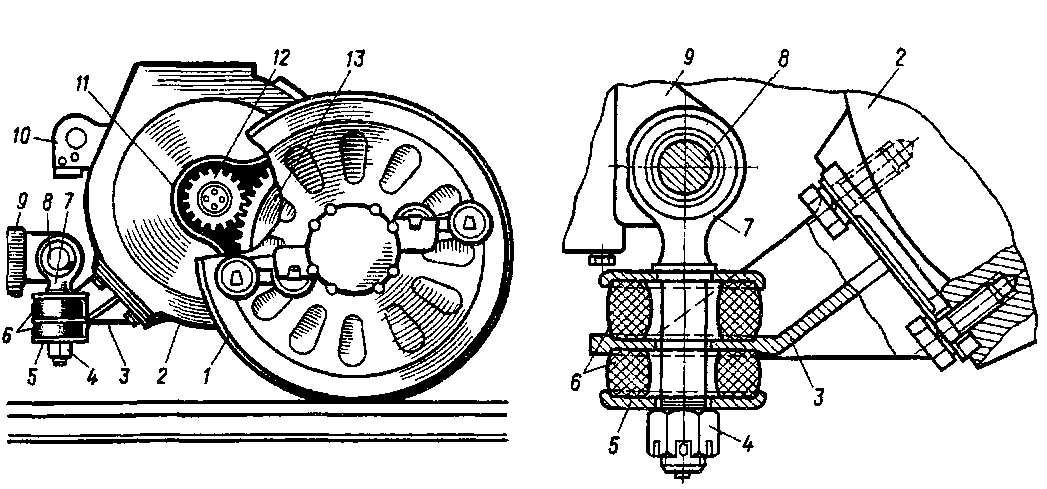
Рис. 31 Маятниковое подвешивание тяговых двигателей
производят в индукционном нагревателе Недопустимо нагревать шестерни в масле, так как даже при тщательном протирании на посадочной поверхности могут остаться его следы, что является одной из причин проворачивания шестерен. Нагретую шестерню насаживают на вал тягового двигателя. Затем, вставив в отверстие шестерни пружинную шайбу, завертывают натяжную гайку специальным ключом. Гайка должна быть утоплена в выточке шестерни. При охлаждении шестерня плотно обхватывает вал якоря двигателя, и передача вращающего момента осуществляется благодаря силам трения, возникающим между конусом вала и шестерней.
Электровозы ВЛ10, ВЛ10У, В Л 80", ВЛ80С, ВЛ80Т, ВЛ80Р. При маятниковом подвешивании тяговый двигатель (рис. 31) одним концом опирается через мо-торно-осевые подшипники на ось колесной пары /, а другим — на раму тележки через специальную подвеску с резиновыми шайбами (амортизаторами) 6, кронштейном 3 и деталями монтажа 5. Подвеска 7 выполнена поковкой из стали 45 с последующей механической обработкой, имеет головку, которой крепится к брусу 9 шаровой связи с помощью плавающего валика 8 из стали 45; валнк проходит через марганцовистые втулки, запрессованные в проушинах бруса и в головке подвески. Чтобы валик
8 не выпадал, отверстия проушин бруса
9 перекрывают планками, из которых одна приварена, а другая закреплена двумя
болтами М16. На подвеске нарезана круглая резьба диаметром 60 мм для гайки 4, стягивающей диски и резиновые шайбы. Кронштейн 3 отлит из стали 12ТГЛ или 25Л-П, прикреплен к остову двигателя болтами, застопоренными пластинчатой и пружинной шайбами. Резиновые шайбы обеспечивают эластичность подвешивания и выполнены из формовочной резиновой смеси. На случай обрыва подвески 7 в качестве дополнительной страховки служат специальные приливы 10 на остове 2 двигателя и приливы на шкворневом брусе рамы тележки.
На электровозах применена жесткая двусторонняя косозубая передача 12 и 13. Модуль зубчатой передачи равен 10, для защиты ее от воздействия внешней среды применены кожуха 11, состоящие из двух половин, плотно пригнанных друг к другу, с уплотнением из губчатой резины. Кожух прикреплен к остову тягового двигателя Нижняя часть его является масляной ванной (для 4,2 кг масла, зимой марки 3, летом — Л) для обеспечения смазывания зубчатой передачи.