§ 5. Колесные пары
Назначение. Колесные пары направляют электровоз или электропоезд по рельсовому пути, передают на автосцепку силу тяги, развиваемую локомотивом, и тормозную силу при торможении, воспринимают статические и динамические нагрузки, возникающие между рельсами и колесами, и преобразуют вращающий момент тягового двигателя в поступательное движение. Колесные пары жестко воспринимают все удары от неровностей пути в вертикальном и горизонтальном направлениях и сами жестко воздействуют на путь, поэтому в эксплуатации необходим тщательный уход за ними.
Колесную пару формируют из отдельных элементов: оси / (рис. 14 и 15), двух колесных центров 6 с бандажами или двух безбандажных колес, одного или двух (на электровозах и моторных вагонах) зубчатых колес. Условия работы существенно отличаются для различных элементов колесной пары, вследствие чего для каждого элемента выбирают такой материал, который более всего удовлетворяет этим условиям.
Классификация колесных пар. На электровозах с индивидуальным приводом оси имеют внешние шейки. Шейки осей колесных пар электровозов (с 1958 г.) и электропоездов выполняют под буксы с роликовыми подшипниками
По принципу насадки зубчатого колеса различают колесные пары типа I (рис.
14,6), у которых зубчатое колесо непосредственно насажено на ось, и типа II (рис. 14,а, и в, рис. 15,а), у которых зубчатое колесо закреплено на удлиненной ступице. В зависимости от конструкции колесного центра колесные пары делят на спицевые, дисковые и коробчатые. На электровозах и моторных вагонах электропоездов применяют колесные пары с литыми спицевыми (см. рис. 14), коробчатыми и дисковыми центрами, имеющими съемные бандажи. На прицепных вагонах электропоездов и электровозах ЧС200 используют колесные пары со стальными цельнокатаными колесами (рис. 15,6).
В соответствии с Правилами технической эксплуатации железных дорог Союза ССР (ПТЭ) каждая колесная пара электровоза и электропоезда должна иметь четко проставленные знаки о времени и месте ее формирования и полного освидетельствования, а также клейма о приемке ее при формировании. Порядок и расположение знаков и клейма установлены Инструкцией по освидетельствованию и формированию колесных пар локомотивов и электросекций (ЦТ 2306).
Колесные пары за время эксплуатации подвергают осмотру под электровозами или вагонами электропоезда, обыкновенному и полному освидетельствованию, а также освидетельствованию с выпрес-совкой оси. Машинист проверяет состояние колесных пар при каждом осмотре, а также после аварии, столкновения поезда или схода с рельсов. Обыкновенное освидетельствование колесных пар производят во всех случаях подкатки их под электровоз или вагон электропоезда, при обнаружении дефектов оси ультразвуком в процессе полного их освидетельствования, необходимости снятия колесных центров, а также в случае отсутствия или неясности клейма и знаков формирования согласно Инструкции по освидетельствованию и формированию колесных пар локомотивов и электросекций (ЦТ 2306).
Оси колесных пар. На оси колесных пар воздействуют большие знакопеременные нагрузки; изготовляют оси ковкой из специальной осевой локомотивной стали ОсЛ, временное сопротивление растяжению которой не ниже 590 МПа.
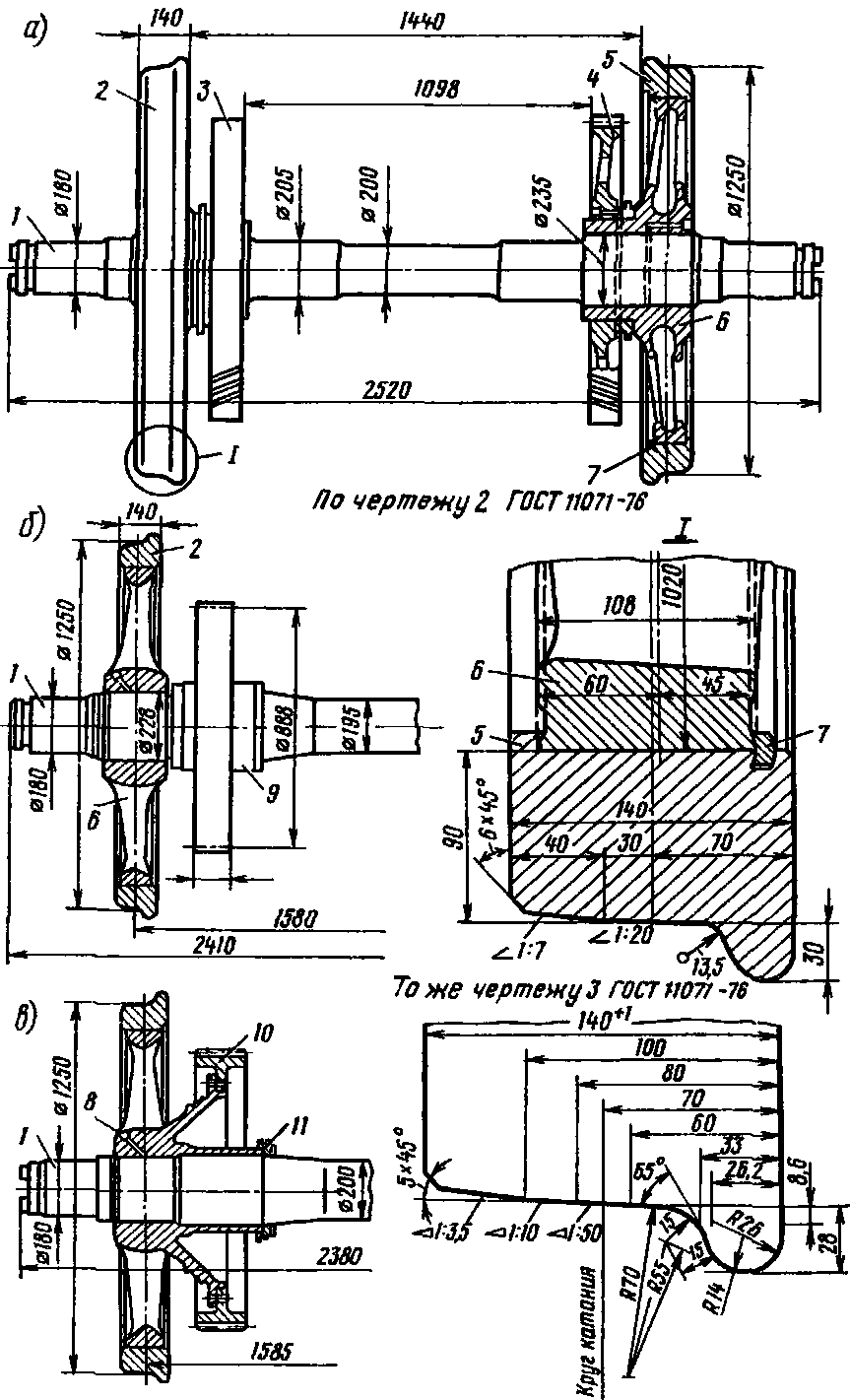
Рис 14. Колесные пары электровозов ВЛ10, ВЛІО», ВЛ11 ВЛ80\ ВЛ80%
ВЛ80\ ВЛ80Р (а), ЧС4 и ЧС4т(б), ЧС2 и ЧС2' (в): / — ось, 2 и 5 — бандажи; 3 и 4 — зубчатые колеса, б — колесный центр коробчатого
сечения; 7 — фасонное установочное кольцо, 8 — отверстие для подачи масла на посадочную поверхность ступнцы и оси перед распрессовкой колесного центра, 9 — втулка губчатого колеса; 10—веиец зубчатого колеса; 11— лабиринтное кольцо
редуктора
Ось имеет шейки под буксовые и мо-торно-осевые подшипники (при моторно-осевой подвеске тяговых двигателей), предподступичные и подступичные части, среднюю часть. Всю поверхность оси колесной пары электровоза, за исключением торцов, а на электропоезде — за исключением шеек и подступичных час-
тей, шлифуют. Оси обрабатывают, доводя до соответствующих размеров, под запрессовку колесных центров (или колес) и посадку буксовых подшипников Переходы между частями различных диаметров выполняют плавно, чтобы не допустить концентрации напряжений. С целью повышения усталостной прочности
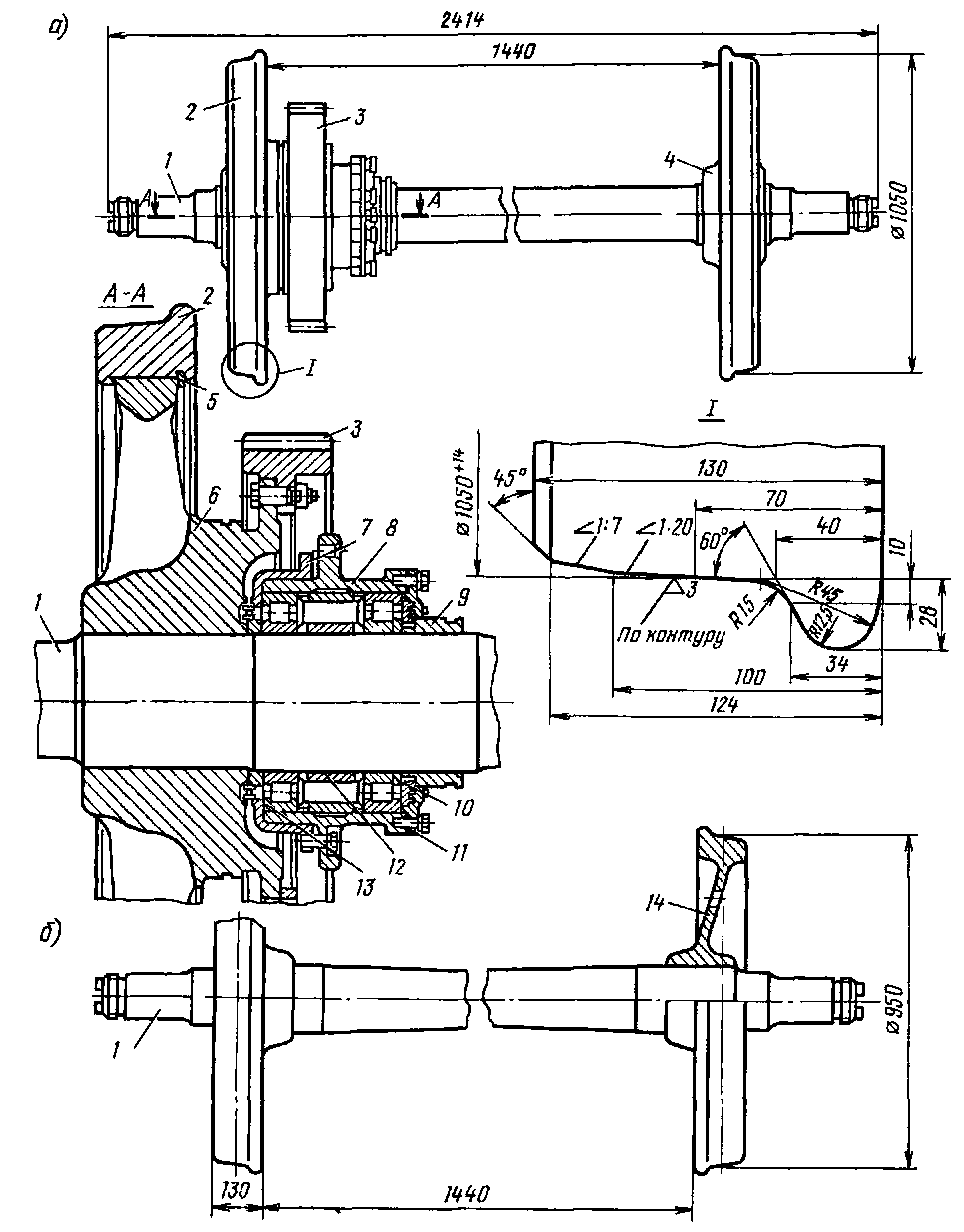
Рис. 15. Колесные пары моторного (а) и прицепного (б) вагонов электропоездов ЭР2 и ЭР9М / — ось, 2 — бандаж, 3 — венец зубчатого колеса; 4 — колесо с центром, 5 — фасонное установочное (заводное) кольцо; в—колесный центр спнцевой конструкции с удлиненной ступнцеи, 7—упорная крышка стакана, 8 — стакан для установки редуктора; 9 — упорное кольцо, 10 — подшипник стакана передний; // — лабиринтная крышка стакана; 12 — дистанционное кольцо; 13 — подшипник стакана
задний, 14— цельнокатаное колесо
упрочняют накаткой роликами (на специальных токарно-накатных станках) поверхности под буксовые, подступичные части и моторно-осевые подшипники При этом повышается микротвердость поверхностных слоев и меньше вероятность возникновения усталостных трещин на поверхностях, подвергающихся действию высоких динамических напряжений. Чтобы обнаружить скрытые трещины, оси после механической обработки проверяют магнитным дефектоскопом. Оси колесных пар прицепных вагонов изготовляют из осевой вагонной стали ОсВ (см. рис. 15,6).
Колесные центры. Они отлиты из углеродистой стали 25 лШ, имеют либо коробчатую (электровозные, см. рис. 14), либо спицевую (моторные вагоны электропоездов, см. рис. 15,а) конструкцию.
Бандажи. При движении по рельсам на поверхности колес в точке контакта с рельсом возникают большие контактные напряжения под действием веса локомотива и передаваемых тяговых усилий; это приводит к большому износу поверхности катания. Из-за этого изнашиваемую часть колеса на электровозах и моторных вагонах выполняют в виде сменного бандажа. Диаметр бандажа для каждого подвижного состава определяют расчетом. При этом учитывают, что увеличение диаметра бандажа улучшает плавность и стабильность хода тележки, условия работы буксовых подшипников. Бандажи изготовляют из специальной бандажной стали с содержанием углерода 0,57—0,65%, временным сопротивлением не менее 850 МПа и твердостью не менее 243 HB. Для предотвращения проворачивания на ободе колесного центра применяют горячую посадку бандажа (температура его нагрева 250— 320 °С) с натягом 1,1 —1,45 (для моторных вагонов) и 1,3—1,7 мм (для электровозов). Затем в канавку бандажа заводят выполненное из специального стального профиля кольцо 7 (см. рис. 14, а), препятствующее его поперечному сдвигу. Буртик канавки обжимают с помощью роликов на специальном прессе.
Профиль поверхности катания колес определен условиями прохождения колесных пар по закруглениям рельсового пути. При движении колесной пары по
кривому участку пути одно из колес катится по внутреннему рельсу, второе — по наружному. Радиусы закругления наружного и внутреннего рельсов различаются на ширину колеи пути, наружный рельс длиннее внутреннего. Если бы колеса имели цилиндрические поверхности катания, то наружное колесо неизбежно отставало бы от внутреннего, которое катится по более короткому пути. Это привело бы к проскальзыванию колес по рельсам и, следовательно, к повышенному износу бандажей и рельсов, а также к ухудшению сцепления колес с рельсами.
Конический профиль поверхности катания уменьшает проскальзывание колес, так как под действием центробежной силы колесная пара перемещается в поперечном направлении и наружное колесо контактирует с рельсом по большему диаметру конической поверхности, а внутреннее — по меньшему Уклон профиля катания переменный: в основной части рабочей поверхности бандажа 1:20, в конце этой поверхности 1:7 (см. рис. 14,а и 15).
Бандажи с таким профилем при прижатии гребня к наружному рельсу взаимодействуют с ним в двух точках, где в основном возникает трение скольжения. Оно приводит к интенсивному износу гребня, особенно в начальный период эксплуатации бандажа, до образования проката 2—3 мм. Это вызывает необходимость преждевременной обточки бандажей и увеличение расхода металла. Поэтому ВНИИЖТом был предложен новый профиль бандажа (см. рис. 14,в), который введен с 1 января 1988 г. на сети дорог для тягового подвижного состава. Отличиями этого профиля являются: уменьшение до 28 мм высоты гребня против 30 мм по старому профилю, изменение угла наклона гребня с 70 до 65 °, увеличение с 13,5 до 15 мм радиуса перехода от гребня к кругу катания. Введена поверхность радиуса 70 мм, дополнительно включена в средней части круга катания конусность 1:50. При таком профиле бандаж контактирует с рельсом в одной точке, в которой между гребнем и рельсом возникает в основном трение качения. Износ гребня становится менее интенсивным, периоды между обточками
увеличиваются, потери металла сокращаются.
Конический профиль бандажей облегчает проход стрелочных переводов колесами, имеющими значительный прокат. Фаска у наружного торца бандажа, выполненная под углом 45 °, служит для смещения на нее наплывов металла, образовавшихся при прокате поверхности катания.
Для контроля за положением бандажа относительно центра на наружную поверхность бандажа и обод центра наносят контрольные метки, расположенные по радиусу против одной из спиц. Контрольную метку на бандаже выполняют в виде четырех-пяти насечек глубиной 1,5 мм на длине 25 мм, а на ободе центра — зубилом в виде риски глубиной до 1 мм.
Формирование колесной пары. Собранное колесо запрессовывают на ось в холодном состоянии на горизонтальном гидравлическом прессе, оборудованном манометром и специальным прибором для снятия индикаторной диаграммы запрессовки. Давление запрессовки зависит от диаметра и длины сопрягаемых поверхностей, а также от выбранного натяга. По диаграмме, форму которой строго регламентируют, судят о правильности формирования колесной пары, осуществляемого в соответствии с инструкцией ЦТ 2306. Перед запрессовкой ось смазывают растительным маслом или его заменителем.
Заключение о прочности запрессовки колес делают по индикаторным диаграммам. При нормальной запрессовке индикаторная диаграмма представляет собой плавно нарастающую несколько выпуклую вверх кривую Р (/) по всей длине / участка запрессовки (здесь Р — давление). Колесную пару, для которой при запрессовке получена диаграмма, неудовлетворительная как по очертанию, так и по величине усилий запрессовки колес на ось, бракуют и распрессовы-вают